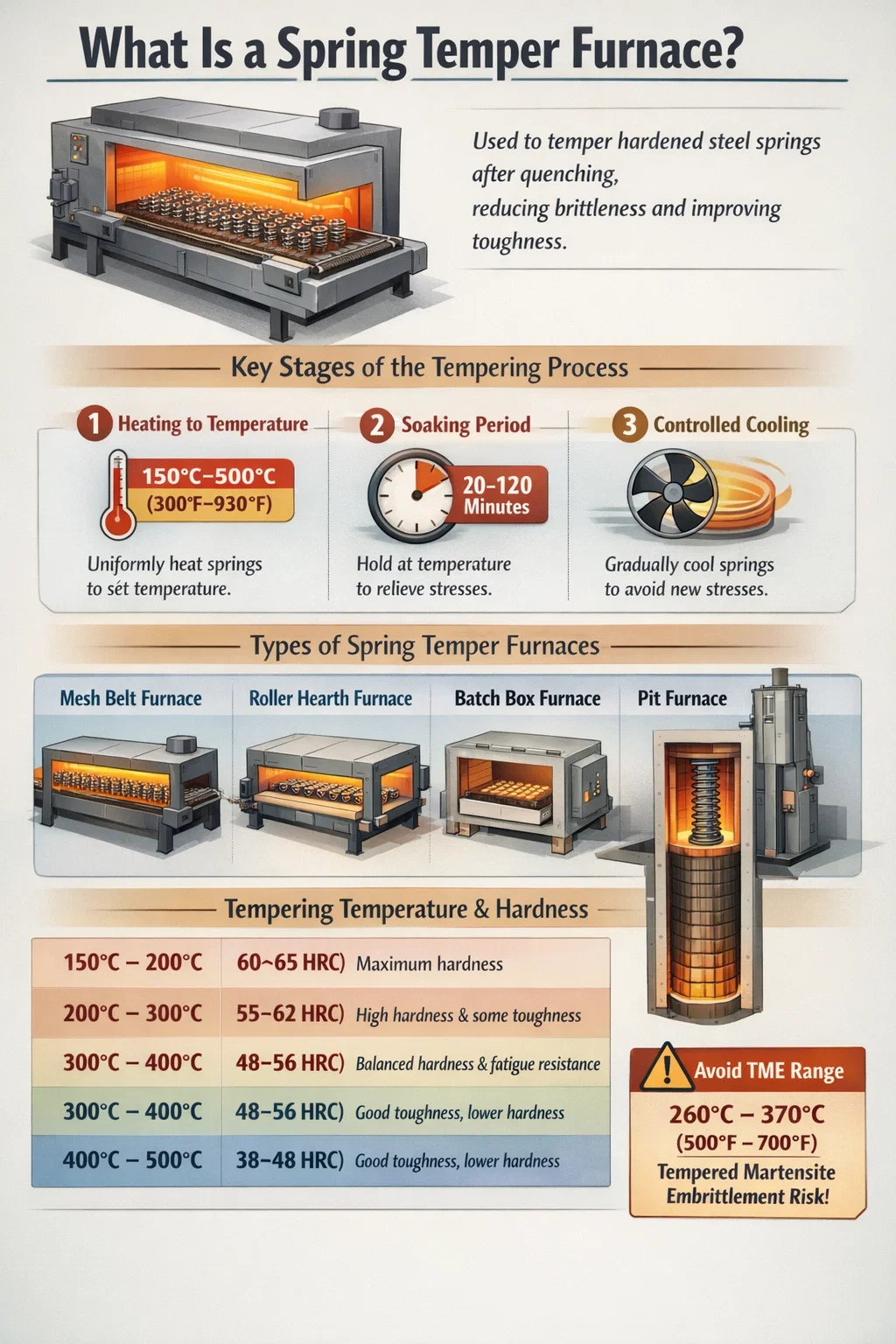
کوره حرارتی فنری نوعی کوره عملیات حرارتی صنعتی است که به طور خاص برای دم دادن فنرهای فولادی پس از سخت شدن طراحی شده است. وظیفه اصلی آن گرم کردن مجدد فولاد فنر سخت شده تا دمای کنترل شده است - معمولاً بین 150 درجه سانتی گراد و 500 درجه سانتی گراد (300 درجه فارنهایت تا 930 درجه فارنهایت) - آن را برای مدت معینی در آنجا نگه دارید و سپس اجازه دهید به صورت کنترل شده خنک شود. این فرآیند تنشهای داخلی وارد شده در حین کوئنچ و سخت شدن را کاهش میدهد، سختی را در محدوده مشخصی تنظیم میکند و درجهای از چقرمگی و الاستیسیته را که در غیر این صورت در فنر کاملاً سختشده وجود نداشت، بازمیگرداند.
بدون تمپر، فنر سخت شده شکننده است و مستعد شکستگی ناگهانی تحت بار است. کوره طبری فنری چیزی است که یک جزء سخت اما شکننده را به یک قطعه بادوام، باربر و مقاوم در برابر خستگی تبدیل میکند که میتواند در میلیونها چرخه فشردهسازی یا گسترش بهطور قابلاطمینانی عمل کند.
در محیطهای تولیدی، کورههای فنری در بخشهای خودروسازی، هوافضا، تولید ابزار دقیق و ماشینآلات سنگین یافت میشوند. آنها در چندین پیکربندی وجود دارند - کوره های تسمه مشبک پیوسته، کوره های غلتکی، کوره های دسته ای و کوره های گودال - که هر کدام برای هندسه های فنر، حجم تولید و مشخصات آلیاژی متفاوت هستند.
اصل کار کوره های فنری بر چرخه حرارتی دقیق متمرکز است. پس از سخت شدن فنرهای فولادی - معمولاً با آستنیته کردن در دمای بالا 800 درجه سانتی گراد (1470 درجه فارنهایت) و سپس به سرعت در روغن، آب یا پلیمر خاموش می شود - ریزساختار مارتنزیتی تشکیل شده بسیار سخت است اما بسیار تحت فشار و شکننده است. معتدل کردن در یک کوره طبع فنری با ایجاد یک توالی از واکنشهای متالورژیکی حالت جامد این مشکل را برطرف میکند.
کوره بار فنر را به طور یکنواخت تا دمای معتدل مورد نظر گرم می کند. یکنواختی بسیار مهم است - اختلاف دما یکنواخت ± 10 درجه سانتیگراد در سراسر بار می تواند مقادیر سختی متناقض ایجاد کند. کورههای با کیفیت بالا از مناطق گرمایش مستقل کنترلشده، فنهای همرفتی اجباری و عناصر گرمایشی با چگالی بالا یا لولههای تابشی برای دستیابی به یکنواختی دما در محدوده ۵± درجه سانتیگراد در سراسر محفظه کار استفاده میکنند.
هنگامی که دمای مورد نظر در کل سطح مقطع فنر به دست آمد، کوره آن دما را برای دوره خیساندن حفظ می کند. خیساندن به اتم های کربن محبوس شده در شبکه مارتنزیت اجازه می دهد تا شروع به انتشار و تشکیل رسوب کاربید کنند. این رسوب کاربید چیزی است که کرنش شبکه را کاهش می دهد، شکنندگی را کاهش می دهد و شکل پذیری را بازیابی می کند. زمان خیساندن بسته به ضخامت بخش و اندازه فنر متفاوت است - ممکن است فقط به فنرهای سیمی کوچک نیاز داشته باشند 20 تا 30 دقیقه ، در حالی که فنرهای سیم پیچ سنگین یا میله های پیچشی ممکن است نیاز داشته باشند 60 تا 120 دقیقه یا بیشتر
پس از خیساندن، فنرها خنک می شوند - یا با خنک کردن هوا در داخل کوره، توسط یک دهلیز خنک کننده اتمسفر کنترل شده، یا با انتقال به هوای محیط. سرعت سرد شدن پس از تمپر معمولاً کمتر از زمان سخت شدن است، اما همچنان باید مدیریت شود. خنک شدن سریع ناشی از دمای معتدل میتواند مجدداً تنشهای سطحی را ایجاد کند، بنابراین اکثر کورههای طبی فنری اجازه خنکسازی تدریجی را میدهند، مخصوصاً برای مقاطع عرضی فنری بزرگتر.
بسیاری از کورههای فنری تحت یک اتمسفر کنترلشده - معمولاً نیتروژن، گاز گرماگیر، یا ترکیب نیتروژن و متانول - کار میکنند تا از اکسیداسیون سطحی و کربنزدایی در طول چرخه تمپر جلوگیری کنند. اکسیداسیون سطح می تواند عمر خستگی و مقاومت در برابر خوردگی را کاهش دهد، دو ویژگی که در کاربردهای فنری بسیار مهم هستند. کوره های اتمسفر محافظ پیچیدگی و هزینه را اضافه می کنند، اما تجهیزات استاندارد در تولید فنرهای دقیق برای فنرهای شیر خودرو، فنرهای ارابه فرود هواپیما و فنرهای ابزار جراحی هستند.
دمای تلطیف انتخاب شده در یک کوره فنری به طور مستقیم خواص مکانیکی نهایی فنر تمام شده را تعیین می کند. این یک تنظیم جزئی نیست - یک تفاوت است 50 درجه سانتیگراد در دمای معتدل می تواند سختی را 3 تا 6 نقطه HRC تغییر دهد و به طور چشمگیری مقاومت کششی و مقادیر ازدیاد طول را تغییر دهد.
| محدوده دمایی معتدل | سختی معمولی (HRC) | نتیجه ویژگی کلیدی | برنامه مشترک بهار |
|---|---|---|---|
| 150 درجه سانتیگراد - 200 درجه سانتیگراد (300 درجه فارنهایت - 390 درجه فارنهایت) | 60 - 65 HRC | حداکثر سختی، شکل پذیری محدود | فنر ابزار دقیق |
| 200 درجه سانتی گراد - 300 درجه سانتی گراد (390 درجه فارنهایت - 570 درجه فارنهایت) | 55 - 62 HRC | سختی بالا با مقداری چقرمگی | فنر ساعت، فنر قفل |
| 300 درجه سانتیگراد - 400 درجه سانتیگراد (570 درجه فارنهایت - 750 درجه فارنهایت) | 48 - 56 HRC | سختی متعادل و مقاومت در برابر خستگی | فنر سوپاپ خودرو، فنر تعلیق |
| 400 درجه سانتیگراد - 500 درجه سانتیگراد (750 درجه فارنهایت - 930 درجه فارنهایت) | 38 - 48 HRC | چقرمگی خوب، سختی کمتر | فنرهای لول بار سنگین، فنرهای راه آهن |
یکی از مناطق بحرانی که باید از آن اجتناب کرد، این است محدوده تردی مارتنزیت (TME) ، به طور معمول بین 260 درجه سانتی گراد و 370 درجه سانتی گراد (500 درجه فارنهایت تا 700 درجه فارنهایت) . تلطیف در این محدوده در واقع می تواند چقرمگی را به جای بهبود آن کاهش دهد، پدیده ای که ناشی از بارش کاربیدها در مرزهای دانه آستنیت قبلی است. اپراتورهای مسئول کوره های طبی فنری، چرخه های حرارت دهی خود را طوری طراحی می کنند که به جای ساکن شدن در آن، کمتر از این محدوده باشند یا از آن فراتر روند. این یکی از دلایلی است که چرا مشخصات فنر سوپاپ خودرو معمولاً دمای 380 تا 420 درجه سانتیگراد یا بالاتر از آن را مشخص می کند.
صنعت فنر از چندین پیکربندی کوره مجزا برای فرآیند تعدیل فنری استفاده می کند. هر کدام دارای مزایای فنی است که آن را برای انواع فنر، حجم تولید یا سیستم های آلیاژی مناسب تر می کند.
کوره تسمه مشبک رایج ترین پیکربندی در تولید فنر با حجم بالا است. فنرها بر روی یک تسمه مشبک فولادی ضد زنگ قرار می گیرند که آنها را به طور مداوم از طریق مناطق گرمایش، خیساندن و خنک کننده حمل می کند. نرخ تولید می تواند برسد 500 تا 2000 کیلوگرم در ساعت بسته به طول و عرض کوره سرعت تسمه و دمای منطقه به طور مستقل قابل تنظیم است و امکان کنترل دقیق زمان خیساندن و مشخصات دما را فراهم می کند. کوره های تسمه مشبک برای فنرهای کویل کوچک تا متوسط، فنرهای سیمی و فنرهای تخت ایده آل هستند. محدودیت اصلی این است که فنرهای بزرگ یا سنگین می توانند به مرور زمان تسمه را تغییر شکل دهند.
کوره های غلتکی از غلتک های آب خنک یا آلیاژی برای انتقال فنرها از طریق کوره روی سینی ها یا فیکسچرها استفاده می کنند. آنها بارهای سنگین تری را نسبت به سیستم های تسمه مشبک تحمل می کنند، مجموعه های فنری بزرگتری را در خود جای می دهند و امکان کنترل دقیق اتمسفر را فراهم می کنند. این کوره ها برای تمپر کردن کویل های تعلیق خودرو، میله های تثبیت کننده و فنرهای پیچشی معمول هستند. دمای کاری از محیط تا 700 درجه سانتی گراد (1290 درجه فارنهایت) در اکثر طرحهای اجاق غلتکی، با یکنواختی دمایی بسیار محکم - معمولاً ± 4 درجه سانتیگراد - در سیستمهای مدرن قابل دستیابی است.
کوره های دسته ای با بار ثابتی از فنرها بارگیری می شوند، به درجه حرارت رسیده، خیس می شوند و سپس تخلیه می شوند. آنها حداکثر انعطاف را ارائه می دهند - یک کوره می تواند طیف گسترده ای از اندازه ها و مشخصات فنر را در شیفت های مختلف پردازش کند. این باعث محبوبیت آنها در کارگاه ها و محیط های تولید متوسط می شود. مبادله با توان کمتر و نیاز به یک دوره خیساندن حرارتی به اندازه کافی طولانی برای اطمینان از دمای یکنواخت در کل دسته است. یک کوره باکس باکس با طراحی خوب که برای تلطیف فنری استفاده می شود، معمولاً دارای ویژگی است فن های چرخش اجباری برای اطمینان از یکنواختی دما در ± 5 درجه سانتیگراد حتی در صورت بارگیری با بار متراکم.
برای فنرهای بلند، میلههای پیچشی یا دستههای فنر برگ که به راحتی نمیتوان آنها را صاف کرد، کورههای گودال عمودی یک راهحل عملی ارائه میدهند. مجموعه فنر یا فنر به صورت عمودی در محفظه کوره آویزان می شود. این امر از اعوجاج ناشی از گرانش جلوگیری میکند، که در هنگام تعدیل میلههای بلند یا بستههای فنری چند برگی یک نگرانی واقعی است. کوره های گودال برای تلطیف فنری معمولاً گازسوز هستند و ممکن است به اعماق آن برسند 2 تا 6 متر ، اجزای بسیار طولانی را در یک سطح فشرده جای می دهد.
در کوره های حمام نمک از نیترات مذاب یا نمک های کلرید به عنوان محیط گرمایش استفاده می شود. چشمه ها در حمام نمک مایع غوطه ور می شوند که فراهم می کند انتقال حرارت بسیار سریع و یکنواخت - بسیار سریعتر از همرفت هوا. این منجر به زمان چرخه بسیار کوتاه و ثبات دمایی عالی می شود. کوره های حمام نمک مخصوصاً برای تلورانس های سختی محکم (1 ± HRC) برای فنرهای دقیق با ارزش هستند. چالش های اصلی عملیاتی مدیریت آلودگی نمک، استخراج دود و پتانسیل خطر نمک های مذاب در دمای عملیاتی 160 درجه سانتی گراد تا 550 درجه سانتی گراد است.
درک آنچه در داخل یک کوره فنری وجود دارد توضیح می دهد که چرا برخی از کوره ها نتایج بهتری نسبت به سایرین دارند. هر جزء به یکنواختی دما، یکپارچگی جو و تکرارپذیری کمک می کند که کیفیت نهایی فنر را تعیین می کند.
فرآیند تلطیف فنری برای همه یکسان نیست. آلیاژهای مختلف فولاد فنری به طور متفاوتی به عملیات حرارتی پاسخ می دهند و کوره دمای فنری باید با مشخصات دمایی مناسب برای آلیاژ خاص در حال پردازش راه اندازی شود.
فولادهای پرکربن رایجترین مواد فنری هستند و هدف اصلی کورههای فنری هستند. محتوای کربن آنها از 0.60٪ تا 1.00٪ این توانایی را به آنها می دهد تا پس از کوئنچ به سختی بسیار بالایی دست یابند. این گریدها معمولاً بین 200 تا 400 درجه سانتیگراد گرم می شوند. در دمای 300 درجه سانتیگراد، فولاد فنر 1080 معمولاً به استحکام کششی در حدود دست می یابد 1800 تا 2000 مگاپاسکال با سختی در محدوده 52 تا 57 HRC.
آلیاژهای سیلیکون کروم مقاومت بالایی در برابر شل شدن تحت بار دارند - یک ویژگی حیاتی برای فنرهای سوپاپ و فنرهای تعلیق. این درجه ها معمولاً در دماهای بالاتر معمولاً تعدیل می شوند 420 تا 480 درجه سانتی گراد ، برای فعال کردن کامل مکانیسم های تقویتی ارائه شده توسط سیلیکون و کروم. در این دماها، کوره دمای فنری باید یکنواختی بسیار محکمی را حفظ کند، زیرا منحنی پاسخ تلطیف شیب دار است - انحرافات کوچک دما باعث پراکندگی سختی قابل توجهی می شود.
6150 یک آلیاژ محبوب برای فنرهای کویل خودرو و صنعتی و فنرهای تخت است. افزودنی های وانادیوم ساختار دانه را اصلاح کرده و سختی پذیری را افزایش می دهد. دمای معتدل از 400 تا 500 درجه سانتی گراد معمولی هستند که منجر به استحکام کششی در محدوده 1600 تا 1900 مگاپاسکال بسته به اندازه بخش و دمای معتدل خاص.
فولادهای فنر ضد زنگ نیاز به توجه ویژه دارند. نمرات سخت شدن بارندگی مانند PH 17-7 با تیمارهای پیری در دماهای خاص - معمولاً تقویت می شود. 480 درجه سانتی گراد (شرایط CH900) یا 510 درجه سانتی گراد (شرایط RH950) - به جای چرخه مرسوم خاموش کردن و مزاج. کوره های تمپر فنری که برای فنرهای ضد زنگ استفاده می شوند باید کنترل جو بسیار دقیق را برای جلوگیری از تخلیه کروم در سطح، که مقاومت در برابر خوردگی را به خطر می اندازد، ارائه دهند.
یک کوره فنری فقط به اندازه سیستم کنترل کیفیت اطراف آن خوب است. سازندگان فنر که مطابق با استانداردهای کیفیت خودرو یا هوافضا عمل می کنند، کنترل های دقیق فرآیند را در اطراف عملیات دمپر کردن خود حفظ می کنند.
بیشتر مشخصات هوافضا و خودرو نیاز به بررسیهای دورهای یکنواختی دما در کوره فنری دارد که معمولاً هر سه ماه یکبار انجام میشود. در یک TUS، ترموکوپل های کالیبره شده در موقعیت های متعدد در سراسر منطقه کار قرار می گیرند و کوره در نقطه تنظیم عملکرد استاندارد کار می کند. حداکثر انحراف مجاز در تمام نقاط اندازه گیری باید در یک باند مشخص قرار گیرد - معمولاً ± 5 درجه سانتیگراد برای کوره های کلاس 2 به ازای AMS 2750 (استاندارد پیرومتری Nadcap). کوره هایی که الزامات TUS را برآورده نمی کنند باید قبل از بازگشت به سرویس مجدد کالیبره یا تعمیر شوند.
علاوه بر TUS، ابزارهای کنترل دمای کوره در برابر ترموکوپل های مرجع کالیبره شده از طریق آزمایش های دقت سیستم که ماهانه یا در فواصل زمانی مشخص انجام می شوند، تأیید می شوند. این تضمین می کند که دمای نمایش داده شده توسط کنترل کننده کوره در واقع با دمای واقعی در منطقه کار مطابقت دارد.
پس از هر اجرا، فنرهای نمونه سختی تست می شوند - معمولاً با استفاده از مقیاس Rockwell C - برای تأیید اینکه دسته به محدوده سختی مشخص شده رسیده است. به عنوان مثال، مشخصات فنر سوپاپ خودرو معمولاً به سختی نیاز دارد 47 تا 52 HRC و اگر نمونه ها خارج از این پنجره قرار گیرند، ممکن است کل دسته رد شود.
برای کاربردهای حیاتی، فنرهای نمونه برداری شده از دسته های سکوریت شده تحت آزمایش انحراف بار قرار می گیرند تا نرخ فنر و طول آزاد را تأیید کنند، و آزمایش خستگی برای تأیید اینکه چرخه تمپرینگ عمر خستگی کافی ایجاد کرده است. فنرهای سوپاپ خودرو که در موتورهای با کارایی بالا استفاده می شوند به طور معمول آزمایش می شوند 10 میلیون چرخه یا بیشتر بدون شکست در سطوح استرس مشخص.
حتی با کورههای فنری که به خوبی نگهداری میشوند، مشکلاتی میتوانند بر کیفیت محصول تأثیر بگذارند. شناسایی این مشکلات و علل ریشه ای آنها برای تولید مداوم ضروری است.
کوره های فنری مدرن به طور قابل توجهی نسبت به تجهیزات 20 سال پیش از نظر انرژی کارآمدتر هستند. پیشرفت در مواد عایق، فناوری عناصر گرمایشی و سیستم های احتراق، مصرف انرژی ویژه را به میزان قابل توجهی کاهش داده است.
ماژول های پوشش الیاف سرامیکی در مقایسه با آجر نسوز متراکم، ذخیره حرارت دیواره کوره و اتلاف حرارت را کاهش می دهند. در مقاوم سازی از آجر به عایق الیاف سرامیکی، صرفه جویی در انرژی از 20 تا 40 درصد معمولاً گزارش میشوند، همراه با زمانهای گرمایش سریعتر که در دسترس بودن و توان عملیاتی کوره را افزایش میدهد.
نصب درایوهای فرکانس متغیر (VFD) به موتورهای فن چرخشی و درایوهای نوار نقاله باعث می شود که سرعت فن و سرعت تسمه دقیقاً با نرخ تولید و بار فنر مطابقت داده شود و مصرف انرژی غیر ضروری در دوره های بیکاری یا بارهای جزئی کاهش یابد.
در کوره های طبی فنری با سوخت گاز، بازیابی کننده ها یا سیستم های مشعل احیا کننده گرما را از گازهای خروجی بازیابی می کنند و از آن برای پیش گرم کردن هوای احتراق استفاده می کنند. سیستمهای بازیابی میتوانند دمای هوای احتراق را افزایش دهند 400 تا 600 درجه سانتی گراد ، کاهش مصرف سوخت توسط 25% تا 35% در مقایسه با احتراق هوای سرد
کورههای مدرن فنری به طور فزایندهای شامل ثبت دادهها، ادغام SCADA و حتی تعمیر و نگهداری پیشبینی مبتنی بر یادگیری ماشین میشوند. نظارت مداوم بر مقاومت عنصر، جریان موتور فن، رانش کالیبراسیون ترموکوپل و ترکیب جو به تیمهای تعمیر و نگهداری اجازه میدهد تا قبل از وقوع خرابی، مداخلات را برنامهریزی کنند و زمان خرابی برنامهریزی نشدهای را کاهش دهد که میتواند برنامههای تولید را مختل کند و دستههای فنر نیمه گرم شده را در معرض خطرات کیفی قرار دهد.
تلطیف بهاره گاهی با کاهش استرس و بازپخت اشتباه گرفته می شود. اینها فرآیندهای عملیات حرارتی مرتبط اما متمایز هستند و تفاوت ها در تولید فنری اهمیت قابل توجهی دارد.
| فرآیند | محدوده دما | هدف | تاثیر بر سختی |
|---|---|---|---|
| تلطیف بهاره | 150 تا 500 درجه سانتی گراد | کاهش شکنندگی پس از سخت شدن، تنظیم خواص مکانیکی نهایی | سختی را از حالت کوئنچ به هدف مشخص شده کاهش می دهد |
| کاهش استرس | 120 درجه سانتیگراد - 250 درجه سانتیگراد | تنش های سیم پیچی یا سیم پیچی را از فنرهای شکل سرد حذف کنید | حداقل تغییر در سختی |
| آنیل کردن | 700 درجه سانتیگراد - 900 درجه سانتیگراد | فولاد را برای شکل دهی یا ماشین کاری کاملاً نرم کنید | کاهش عمده - منجر به مواد بسیار نرم می شود |
فنرهای با سیم پیچ سرد ساخته شده از سیم از پیش سخت شده (مانند سیم موسیقی یا سیم سخت کشیده شده) معمولاً به جای تلطیف کامل، تحت تنش زدایی قرار می گیرند، زیرا سیم قبلاً در آسیاب سیم خیس شده بود. درمان کاهش استرس در 120 تا 230 درجه سانتی گراد به مدت 20 تا 30 دقیقه تنش های سیم پیچ را حذف می کند و هندسه فنر را بدون تغییر قابل توجهی در سختی تثبیت می کند. در مقابل، فنرهای جوش داغ بالاتر از دمای بحرانی تبدیل پیچیده میشوند و پس از شکلگیری نیاز به سخت شدن و تلطیف کامل در کوره تمپر فنری دارند.
انتخاب یک کوره طبع فنری مستلزم ایجاد تعادل چندین مورد نیاز عملیاتی است. انتخاب نادرست منجر به کیفیت پایین فنر یا سرمایه گذاری گران ظرفیت اضافی می شود.

TK-13200، TK-7230 TK-13200, TK-7230 12AXES CNC فنری کویلینگ ...
See Details
TK-13200، TK-7230 TK-13200, TK-7230 12AXES CNC فنری کویلینگ ...
See Details
TK12120 دستگاه سیم پیچ فنری CNC TK-12120 12AXES ...
See Details
TK-6160 دستگاه نورد فنری CNC TK-6160 ...
See Details
TK-6120 دستگاه نورد فنری CNC TK-6120 ...
See Details
TK-5200 دستگاه سیم پیچ فنری CNC TK-5200 5AXES ...
See Details
TK-5160 دستگاه سیم پیچ فنری CNC TK-5160 5AXES ...
See Details
TK-5120 دستگاه سیم پیچ فنری CNC TK-5120 5AXES ...
See Detailsکد QR موبایل

 Language
Language  中文简体
中文简体

