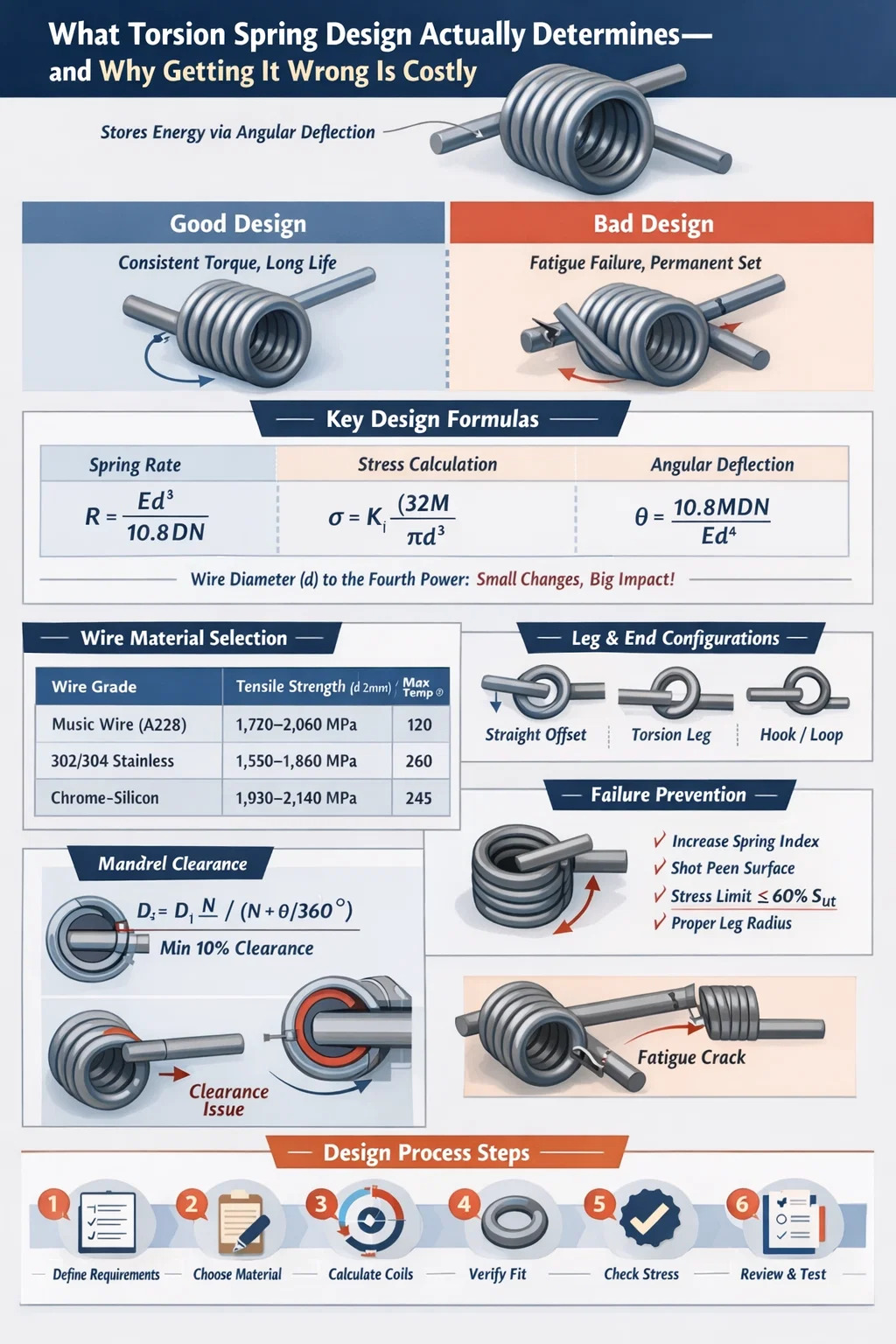
طراحی فنر پیچشی فرآیند مشخص کردن هندسه، مواد، ویژگیهای بار و تحملهای ساخت فنری است که انرژی را از طریق انحراف زاویهای به جای فشردهسازی یا گسترش خطی ذخیره میکند. طراحی را درست انجام دهید و فنر گشتاور ثابتی را در هزاران - یا میلیون ها - چرخه ارائه می دهد. اشتباه کنید، و با شکست زودرس خستگی، مجموعه دائمی یا منحنیهای گشتاور غیرقابل پیشبینی مواجه میشوید که مکانیسم پایین دست را خراب میکند.
بحرانی ترین خروجی طراحی است نرخ فنر (گشتاور در هر درجه چرخش) ، معمولاً در N·mm/° یا lb·in/° بیان می شود. هر پارامتر دیگر - قطر سیم، قطر سیم پیچ، تعداد سیم پیچ های فعال، هندسه پایه، پیکربندی انتهایی - به آن عدد وارد می شود. یک دستگاه فنر پیچشی فقط می تواند آنچه را که طرح مشخص می کند تولید کند، بنابراین دقت در مرحله طراحی، دوباره کاری پرهزینه را در کف تولید حذف می کند.
این مقاله از طریق فرآیند طراحی کامل میپردازد: از معادلات اساسی و انتخاب مواد گرفته تا محدودیتهای تولیدی که توسط ماشینهای فنر پیچشی اعمال میشود، حالتهای شکست رایج، و استراتژیهای تحمل عملی مورد استفاده در تولید با حجم بالا.
طراحی فنر پیچشی بر مجموعه ای از معادلات مکانیکی به خوبی تثبیت شده است. درک آنها اختیاری نیست - آنها تعیین می کنند که آیا فنر شما عمر خود را حفظ می کند یا در چند هزار چرخه اول خراب می شود.
نرخ فنر زاویه ای R به صورت زیر محاسبه می شود:
R = Ed4 / (10.8 D N)
جایی که E مدول الاستیسیته (MPa)، d قطر سیم (mm)، D میانگین قطر سیم پیچ (mm) و N تعداد سیم پیچهای فعال است. برای سیم فولادی کربن سخت کشیده، E ≈ 196500 مگاپاسکال. برای فولاد ضد زنگ 302/304، E ≈ 193000 مگاپاسکال؛ برای کروم-سیلیکون (SAE 9254)، E ≈ 201000 MPa.
توجه داشته باشید که قطر سیم به توان چهارم ظاهر می شود. افزایش d تنها به میزان 10 درصد، نرخ فنر را تقریباً 46 درصد افزایش می دهد. به همین دلیل است که قطر سیم حساس ترین متغیر در طراحی هر فنر پیچشی است - یک انحراف تحمل کوچک تأثیر بزرگی بر نرخ نهایی فنر دارد.
تنش خمشی در سیم فنر پیچشی:
σ = K_i × (32M) / (πd³)
در جایی که M گشتاور اعمال شده (N·mm)، d قطر سیم و K_i ضریب اصلاح تنش فیبر داخلی است (همچنین ضریب Wahl برای فنرهای پیچشی نامیده می شود). K_i اثرات انحنا را به حساب می آورد و به صورت زیر تعریف می شود:
K_i = (4C² - C - 1) / (4C(C - 1))
جایی که C شاخص فنر = D/d است. برای شاخص فنری 6 (مقدار مشترک)، K_i ≈ 1.24. برای یک سیم پیچ محکم با C = 4، K_i تقریبا به 1.40 افزایش می یابد. این به این معنی است که یک فنر محکم پیچخورده 13 درصد تنش بیشتری را در فیبر داخلی برای همان لحظه اعمالشده میبیند - تفاوت معنیداری در زمانی که عمر خستگی محدودیت طراحی است.
انحراف زاویه ای کل θ (بر حسب درجه) برابر است با:
θ = 10.8 M D N / (E d4)
این معادله معکوس فرمول نرخ فنر است. این به شما می گوید که فنر برای یک گشتاور اعمال شده چقدر می چرخد. در کاربردهایی مانند لولاهای درب خودرو یا تنظیم کننده های پنجره، دانستن زاویه انحراف دقیق در هر سطح گشتاور برای بسته بندی مکانیزم بسیار مهم است.
یکی از ویژگی های منحصر به فرد فنرهای پیچشی: قطر سیم پیچ با وزش یا باز شدن فنر تغییر می کند. هنگامی که در جهت بسته شدن پیچ می شود (کویل ها سفت می شوند)، قطر متوسط کاهش می یابد. میانگین قطر جدید D2 برابر است با:
D2 = D1 N / (N θ/360 درجه)
برای فنری با 8 سیم پیچ فعال که 90 درجه می چرخند، D2 = D1 × 8 / 8.25 = 0.970 × D1 - کاهش 3٪. اگر فنر روی یک سنبه کار کند، طراح باید بررسی کند که D2 هنوز فاصله کافی را فراهم می کند. تداخل در حداکثر انحراف باعث افزایش ناگهانی گشتاور و خرابی زودرس می شود. روش استاندارد طراحی حداقل حفظ است 10 درصد فاصله بین قطر سیم پیچ داخلی منحرف شده و قطر بیرونی سنبه .
انتخاب مواد از طراحی فنر پیچشی جدایی ناپذیر است. سیم باید استحکام کششی، حد استقامت و مقاومت در برابر خوردگی مورد نیاز را در محدوده دمای عملیاتی ارائه دهد، در حالی که با قابلیتهای شکلدهی دستگاه فنر پیچشی سازگار باشد.
| درجه سیم | مقاومت کششی (d=2mm) | حداکثر دما (درجه سانتیگراد) | استفاده معمولی |
|---|---|---|---|
| سخت کشیده (ASTM A227) | 1380-1650 مگاپاسکال | 120 | هدف کلی، بارهای استاتیکی |
| سیم موسیقی (ASTM A228) | 1720–2060 مگاپاسکال | 120 | خستگی چرخه بالا، دقت |
| 302/304 ضد زنگ (ASTM A313) | 1550-1860 مگاپاسکال | 260 | محیط های خورنده |
| 316 ضد زنگ (ASTM A313) | 1480-1790 مگاپاسکال | 315 | قرار گرفتن در معرض دریایی، شیمیایی |
| کروم-سیلیکون (SAE 9254) | 1930–2140 مگاپاسکال | 245 | استرس زیاد، دمای بالا |
| اینکونل 718 | 1240-1380 مگاپاسکال | 600 | هوافضا، توربین های گازی |
برای اکثر کاربردهای صنعتی - لولای درب، چفت، جمع کننده و کانکتورهای الکتریکی - سیم موسیقی (ASTM A228) انتخاب پیش فرض است . استحکام کششی بالا و کیفیت سطح ثابت آن از خستگی بیش از 500000 چرخه در سطوح تنش تا 70 درصد از مقاومت کششی نهایی پشتیبانی می کند. سیم سخت 10 تا 15 درصد هزینه کمتری دارد، اما سطح زبرتر و تغییرپذیری مقاومت کششی بیشتری دارد که آن را برای کاربردهای استاتیک یا چرخه پایین مناسب تر می کند.
سیم کروم-سیلیکون، اگرچه گرانتر است، اما انتخاب استاندارد برای فنرهای سوپاپ خودرو و فنرهای برگشتی ترمز است که دمای عملیاتی آن به 200 تا 240 درجه سانتیگراد میرسد و تنش باید به حداقل برسد. همچنین برای دستگاه فنر پیچشی تقاضای بیشتری دارد زیرا سختی بالاتر آن سایش ابزار را تسریع می کند - عاملی که باید در طول بررسی طراحی با سازنده صحبت شود.
برنز فسفر و مس بریلیوم در فنرهای اتصال دهنده الکتریکی ظاهر می شوند که در آن رسانایی در کنار عملکرد مکانیکی اهمیت دارد. به ویژه مس بریلیم، در حالی که گران است، به استحکام کششی نزدیک به 1400 مگاپاسکال دست مییابد و مقاومت بسیار خوبی را حفظ میکند و آن را برای ابزارهای دقیق با تحملهای گشتاور کم در طول عمر مفید طولانیمدت مناسب میکند.
پیکربندی انتهایی یک فنر پیچشی - نحوه شکل گیری پایه ها، محل تماس آنها با قطعات جفت شونده و هندسه آنها - مستقیماً بر سه چیز تأثیر می گذارد: تعداد مؤثر سیم پیچ های فعال، تمرکز تنش در محل اتصال پا به بدنه، و آنچه که ماشین فنر پیچشی می تواند به طور واقعی شکل دهد.
تعداد موثر سیم پیچ های فعال N_a شامل سهمی از پاها می شود. برای پاهای مستقیم، تقریب استاندارد L/(3πD) را به تعداد سیم پیچ بدن اضافه می کند، جایی که L طول کل هر دو پا است. برای فنری با قطر سیم پیچ متوسط 20 میلی متر و دو پایه 30 میلی متری، این تقریباً 30/(3π×20) ≈ 0.16 سیم پیچ اضافه می کند - یک اصلاح کوچک اما غیر پیش پا افتاده در زمانی که تلرانس سرعت فنر محکم (± 5٪ یا بهتر) مورد نیاز است.
نادیده گرفتن این اصلاح منجر به خطاهای سیستماتیک نرخ فنر می شود که در بازرسی مقاله اول آشکار می شوند و نیاز به تنظیمات تعداد سیم پیچ و زمان راه اندازی دستگاه فنر پیچشی اضافی CNC دارند.
یک دستگاه فنر پیچشی - مخصوصاً یک دستگاه سیم پیچ CNC با قابلیت فنر پیچشی - با خم کردن آن در اطراف سنبه پیچشی و در عین حال شکل دادن همزمان پاها و ویژگی های انتهایی، سیم را تشکیل می دهد. درک اینکه ماشین می تواند و نمی تواند انجام دهد در مرحله طراحی، قبل از برش ابزار ضروری است.
دستگاه های فنر پیچشی استاندارد CNC، بسته به کلاس دستگاه، قطر سیم را از حدود 0.10 میلی متر تا 16 میلی متر کنترل می کنند. کویل های CNC سطح ورودی 0.3-3.5 میلی متر را پوشش می دهند. ماشین های صنعتی سنگین سیم 3-16 میلی متری را کنترل می کنند. شاخص فنری (D/d) عملاً بین 4 تا 16 برای اکثر دوره های تولید محدود می شود:
نقطه شیرین تولید دستگاه فنر پیچشی است C = 6 تا C = 12 در جایی که نیروهای تشکیل دهنده قابل کنترل هستند، سایش ابزار قابل پیش بینی است و تحمل ابعادی در سرعت های تولید بالا قابل دستیابی است.
ماشین های فنر پیچشی مدرن CNC - مانند ماشین های Wafios، Numalliance یا Simplex - با 4 تا 8 محور کنترل شده کار می کنند. قابلیت های کلیدی عبارتند از:
زاویه آزاد - زاویه بین دو پایه در حالت بدون بار - یکی از چالش برانگیزترین پارامترها برای کنترل است. تحمل زاویه آزاد ± 3 درجه تا 5 ± درجه قابلیت تولید استاندارد است. ± 1 تا 2 ± درجه با ماشین های فنر پیچشی درجه یک CNC و شرایط فرآیند قابل دستیابی است، اما با هزینه بالاتر برای هر قطعه. طراحان باید تنگ ترین تلورانسی را که واقعاً به آن نیاز دارند، مشخص کنند، نه سخت ترین تلورانسی که فکر می کنند امکان پذیر است – تعیین بیش از حد تحمل زاویه آزاد می تواند هزینه قطعه را بدون بهبود عملکرد محصول دو یا سه برابر کند.
پس از شکلگیری، فنرهای پیچشی ساخته شده از سیم از پیش سختشده (سیم موسیقی، با سختکشیدن، ضد زنگ) تحت یک پخت تنشزدایی در دمای پایین قرار میگیرند - معمولاً بین 20 تا 30 دقیقه بین 175 تا 230 درجه سانتیگراد. این امر تنش های پسماند ناشی از سیم پیچی را کاهش می دهد، زاویه آزاد را تثبیت می کند و تنظیم در سرویس را کاهش می دهد. فنرهای کروم سیلیکون و کروم وانادیوم از سیم آنیل شده تشکیل شده و سپس با روغن کوئنچ شده و پس از سیم پیچ شدن به سختی نهایی می رسند، که کنترل بیشتری بر روی خواص مواد می دهد اما نیاز به مراحل فرآیند اضافی در خط ماشین فنر پیچشی دارد.
شات پینینگ، اعمال شده پس از عملیات حرارتی، باعث ایجاد تنش های پسماند فشاری بر روی سطح سیم می شود و حد تحمل خستگی را افزایش می دهد. 20-30٪ برای فنرهایی که در خمش معکوس کار می کنند. برای فنرهای پیچشی در کاربردهای با سیکل بالا (بیش از 500000 سیکل)، با وجود افزودن 15 تا 25 درصد به هزینه قطعه، تقریباً همیشه ضربه زدن مشخص میشود، زیرا جایگزین - شکست خستگی در میدان - بسیار گرانتر است.
شکست خستگی حالت شکست غالب برای فنرهای پیچشی تحت بارگذاری سیکلی است. در سطح سیم پیچ داخلی (جایی که تنش خمشی به دلیل انحنای بالاترین است) یا در محل اتصال پا به بدن (نقطه تمرکز تنش) شروع می شود. پیشبینی عمر خستگی مستلزم درک دامنه استرس و میانگین استرس است.
معیار گودمن اصلاح شده دامنه تنش مجاز σ_a را به میانگین تنش σ_m مرتبط می کند:
σ_a / S_e σ_m / S_ut = 1
جایی که S_e حد استقامت است و S_ut استحکام کششی نهایی است. برای سیم موسیقی، S_e ≈ 0.45 × S_ut برای نمونه های صیقلی. فاکتورهای تصحیح پرداخت سطح این میزان را به حدود 0.35-0.38 × S_ut برای سیم تولیدی با کیفیت سطح استاندارد کاهش می دهد.
سهمی گربر گاهی اوقات به عنوان جایگزینی برای خط گودمن استفاده میشود، زیرا با دادههای تجربی خستگی فنری در سطوح تنش متوسط بالا بیشتر مطابقت دارد. با این حال، گودمن محافظه کارتر است و برای کاربردهای حیاتی ایمنی ترجیح داده می شود.
در طراحی عملی فنر پیچشی، اهداف نسبت تنش زیر عملکرد خستگی قابل اعتمادی را ارائه می دهند:
این اهداف باید با استفاده از فرمول تنش تصحیح شده با عامل Wahl محاسبه شوند. اعمال معادله تنش خمشی اسمی بدون اصلاح انحنا، تنش سیم واقعی را 15 تا 35 درصد بسته به شاخص فنر دست کم می گیرد - یک خطای بالقوه فاجعه بار در طراحی چرخه بالا.
فنرهای پیچشی تحت بار پایدار می توانند مجموعه دائمی را نشان دهند - تغییر دائمی در زاویه آزاد در طول زمان به دلیل خزش در مواد سیم. مجموعه دائمی وابسته به دما است و برای سیم فولادی کربنی بالای 100 درجه سانتیگراد قابل توجه است. حداکثر تنش پایدار مجاز برای محدود کردن تنظیم به کمتر از 2٪ در طول 1000 ساعت در دمای اتاق تقریباً 65٪ S_ut برای سیم موسیقی و 70٪ برای کروم-سیلیکون است.
برای کاربردهایی که فنر در یک موقعیت فشرده نگه داشته می شود (مانند بسیاری از مکانیزم های خودرو و لوازم خانگی)، طراح باید بررسی کند که تنش پایدار در حداکثر انحراف از این محدودیت ها تجاوز نمی کند. عدم انجام این کار منجر به کاهش گشتاور در طول عمر محصول می شود - یک شکایت میدانی رایج که مستقیماً به نظارت بر طراحی فنر پیچشی بازمی گردد.
تعیین تلورانس ها در نقشه فنر پیچشی جایی است که قضاوت مهندسی با هزینه ساخت تلاقی می کند. هر تلورانس سختتر از قابلیت تولید استاندارد، به کنترلهای فرآیند اضافی، افزایش فرکانس بازرسی یا زمانهای چرخه دستگاه فنر پیچشی کندتر نیاز دارد - که همه اینها هزینه را اضافه میکنند.
| پارامتر | تحمل استاندارد | تحمل محدود (هزینه حق بیمه) |
|---|---|---|
| قطر سیم | بر اساس استاندارد سیم ASTM (معمولاً ± 1-2٪) | ± 0.5٪ (نیاز به سیم گواهی شده دارد) |
| میانگین قطر سیم پیچ | ± 2-3٪ | ± 1٪ |
| تعداد کویل | ± 0.25 کویل | ± 0.1 کویل |
| زاویه آزاد | ± 5 درجه | ± 2 درجه |
| نرخ بهار | ± 10% | ± 5٪ |
| گشتاور در زاویه تست | ± 10% | ± 5٪ |
| طول پا | ± 1.0 میلی متر | ± 0.5 میلی متر |
| طول بدنه (کویل بسته) | ± 0.5 میلی متر | ± 0.2 میلی متر |
مهمترین تلورانسی که باید به درستی مشخص شود، گشتاور در یک زاویه تست مشخص است، نه نرخ فنر به صورت مجزا. تحمل گشتاور در یک زاویه خاص مستقیماً با عملکرد محصول مرتبط است - به سازنده می گوید که فنر دقیقاً چه چیزی را باید در نقطه حرکت خود که برای مجموعه مهم است تحویل دهد. نرخ بهار به تنهایی داستان را بیان نمی کند اگر زاویه آزاد متفاوت باشد.
یک رویکرد رایج و موثر این است که مشخص شود: (1) گشتاور در حداقل زاویه کار، (2) گشتاور در حداکثر زاویه کار، و (3) زاویه آزاد با تحمل وسیع. این مشخصات کاربردی به اپراتور دستگاه فنر پیچشی حداکثر آزادی را می دهد تا فرآیند شکل دهی را بهینه کند و در عین حال از عملکرد صحیح فنر در مونتاژ اطمینان حاصل کند.
نقشه فنر پیچشی همیشه باید مشخص کند:
حذف جهت باد از نقشه یکی از رایج ترین و پرهزینه ترین خطاها در تهیه فنر پیچشی است. پیچ خوردگی فنر پیچشی سمت راست در جهت بسته شدن باعث افزایش گشتاور در هنگام بسته شدن می شود - اگر مجموعه نیاز به گشتاور بسته شدن از فنر سمت چپ داشته باشد، مکانیسم به صورت معکوس کار می کند یا اصلاً کار نمی کند.
درک حالت های خرابی مهندسی پس از مرگ نیست - یک ورودی طراحی است. هر حالت شکست به تصمیمات طراحی خاصی که می تواند از آن جلوگیری یا کاهش دهد، ترسیم می کند.
بیشترین تنش خمشی در فنر پیچشی در فیبر داخلی هر سیم پیچ به دلیل اثر انحنای (که توسط عامل Wahl گرفته می شود) اتفاق می افتد. ترکهای خستگی از اینجا شروع میشوند و به صورت عرضی در قطر سیم منتشر میشوند و منجر به شکستگی ناگهانی میشوند. راهبردهای پیشگیری:
مجموعه به صورت کاهش زاویه آزاد در طول زمان ظاهر می شود و گشتاور تحویلی در زاویه کار را کاهش می دهد. علت اصلی تنش پایدار بیش از حد الاستیک مواد در دمای عملیاتی است. پیشگیری: برای فولاد کربنی تنش پایدار را کمتر از 65% S_ut نگه دارید، از فنرهای از پیش تعیین شده استفاده کنید (از قبل از حداکثر زاویه کار در حین ساخت منحرف شده اند تا تنش های پسماند مطلوب ایجاد شود)، یا سیم آلیاژی بالاتر با مقاومت شل شدن بهتر مشخص کنید.
با انحراف فنر در جهت بسته شدن، قطر داخلی سیم پیچ کاهش می یابد. اگر فنر روی سنبه ای با فاصله کافی نصب شود، سیم پیچ ها با سنبه تماس می گیرند - اصطکاک، گرما و جهش های گشتاور غیرقابل پیش بینی را ایجاد می کنند. در موارد شدید، فنر به طور کامل روی سنبه می نشیند. رفع مشکل در طراحی ساده است: حداقل قطر داخلی سیم پیچ را در حداکثر انحراف با استفاده از فرمول تغییر قطر محاسبه کنید و اطمینان حاصل کنید که OD سنبه حداقل 10٪ کوچکتر است. با این حال، این مستلزم آن است که طراح حداکثر زاویه عملکرد را در مرحله طراحی بداند.
انتقال از بدنه سیم پیچ به پای مستقیم یک ناپیوستگی هندسی است که تمرکز تنش را ایجاد می کند. بزرگی به وضوح خم بستگی دارد. حداقل شعاع خمش 1.5d در ریشه ساق عمل طراحی خوب است - شعاع های کوچکتر از این به طور چشمگیری ضریب تمرکز تنش را افزایش می دهند. هنگامی که دستگاه فنر پیچشی پایه را تشکیل می دهد، اپراتور ابزار را برای رسیدن به این حداقل شعاع تنظیم می کند. اگر طراح یک گوشه تیز در ریشه پا بکشد، دستگاه یک گوشه تیز ایجاد می کند و شکست خستگی در آن مکان رخ می دهد نه در بدنه سیم پیچ که آنالیز تنش آن را پیش بینی می کند.
کارآمدترین طرحهای فنر پیچشی با همکاری مهندس و سازنده فنر توسعه داده میشوند - بهویژه، تیمی که ماشین فنر پیچشی را در اوایل فرآیند طراحی، قبل از نهایی شدن نقشه، کار میکنند.
ملاحظات کلیدی DFM که باید با سازنده مطرح شود:
مهندسي كه با توليد كننده فنر به عنوان يك عرضه كننده كالاي خالص برخورد مي كند - يك نقشه كامل بدون بحث ارائه مي دهد - به طور پيوسته نتايجي كمتر از بهينه به دست مي آورد. مهندسي كه تيم ماشين فنر پيچشي را در بازنگري طراحي شركت ميدهد، فنرهايي را دريافت ميكند كه ساخت آسانتر، سازگارتر و گرانتر در حجم توليد هستند.
اصول طراحی فنر پیچشی در صنایع متفاوت است. در اینجا نمونههای عینی از چگونگی شکلدهی زمینه برنامه به تصمیمات طراحی آورده شده است.
مشخصات معمولی: گشتاور 8-12 نیوتن متر در انحراف 75 درجه ، عمر چرخه 500000، دمای عملیاتی -40 درجه سانتیگراد تا 80 درجه سانتیگراد. قطر سیم 4-6 میلیمتر، آلیاژ کروم-سیلیکون، پوشش دهی شده با فسفات روی. ماشین فنر پیچشی باید زاویه آزاد ثابتی را تا 3± درجه ایجاد کند زیرا احساس گیر کردن درب به تغییر گشتاور در موقعیت بررسی متوسط (معمولاً 30 تا 45 درجه) حساس است. این فنرها با حجم بالا - صدها هزار در سال - تولید می شوند که ابزار ابزار فنر پیچشی اختصاصی و تست گشتاور در حین فرآیند را در 100٪ قطعات توجیه می کند.
مشخصات معمولی: torque of 0.5–2 N·mm at 30° deflection, 50,000 cycle life, phosphor bronze or beryllium copper, gold flash plated. Wire diameter 0.15–0.5 mm. At this scale, the torsion spring machine must maintain wire feed precision to ±0.02 mm to achieve the ±5% torque tolerance required. Free angle tolerance of ±3° translates to a torque variation of ±10–15% at the working angle, which must be tight enough to ensure reliable electrical contact force without over-stressing the mating pin.
ابزارهای جراحی و مکانیسمهای دستگاه کاشتنی از فنرهای پیچشی ساخته شده از فولاد ضد زنگ 316L یا آلیاژ MP35N استفاده میکنند. تحمل گشتاور 3-5% معمولی است. هر بهار 100% بازرسی می شود. الزامات ردیابی به این معنی است که هر لات تولیدی به یک شماره حرارت سیم خاص و رکورد دسته ای دستگاه فنر پیچشی مرتبط است. این الزامات به طور قابل توجهی به هزینه اضافه می کنند اما با توجه به محیط نظارتی غیر قابل مذاکره هستند. قطر سیم معمولاً از 0.25 میلی متر تا 2.0 میلی متر بسته به کاربرد متغیر است.
فنرهای پیچشی درب گاراژ مسکونی بزرگ هستند (قطر سیم 4-8 میلی متر، قطر سیم پیچ متوسط 50-75 میلی متر) و برای 10000 تا 30000 چرخه از زندگی آنها به صورت جفت مخالف روی یک محور مرکزی پیچیده می شوند و وزن درب را متعادل می کنند. نرخ فنر باید با وزن و ارتفاع درب ± 10% مطابقت داشته باشد وگرنه درب به درستی تعادل نخواهد داشت. این فنرها بر روی ماشینهای فنر پیچشی بزرگ صنعتی در حجم بالا تولید میشوند، به عنوان کالا فروخته میشوند و یکی از رایجترین خرابیهای فنر خانگی هستند - نه به این دلیل که طراحی ضعیفی دارند، بلکه به این دلیل که برای هزینهای طراحی شدهاند که عمر چرخه را محدود میکند.
گردآوری فرآیند طراحی در یک گردش کار ساختاریافته از اشتباه رایج تکرار در اواخر توسعه زمانی که تغییرات گران هستند جلوگیری می کند.
پیروی از این ترتیب به طور مداوم از گرانترین دسته خطاهای طراحی فنر جلوگیری می کند: کشف مشکلات ابعادی یا عملکردی در طول اعتبار سنجی مونتاژ، زمانی که تغییر طراحی فنر مستلزم صلاحیت مجدد راه اندازی دستگاه فنر پیچشی و احتمالاً طراحی مجدد قطعات جفت شونده است.

TK-13200، TK-7230 TK-13200, TK-7230 12AXES CNC فنری کویلینگ ...
See Details
TK-13200، TK-7230 TK-13200, TK-7230 12AXES CNC فنری کویلینگ ...
See Details
TK12120 دستگاه سیم پیچ فنری CNC TK-12120 12AXES ...
See Details
TK-6160 دستگاه نورد فنری CNC TK-6160 ...
See Details
TK-6120 دستگاه نورد فنری CNC TK-6120 ...
See Details
TK-5200 دستگاه سیم پیچ فنری CNC TK-5200 5AXES ...
See Details
TK-5160 دستگاه سیم پیچ فنری CNC TK-5160 5AXES ...
See Details
TK-5120 دستگاه سیم پیچ فنری CNC TK-5120 5AXES ...
See Detailsکد QR موبایل

 Language
Language  中文简体
中文简体

