هسته اصلی بهار سازی : خم کردن سیم فولادی مستقیم به حلقه ها یا اشکال مورد نظر با حفظ خاصیت ارتجاعی آن.
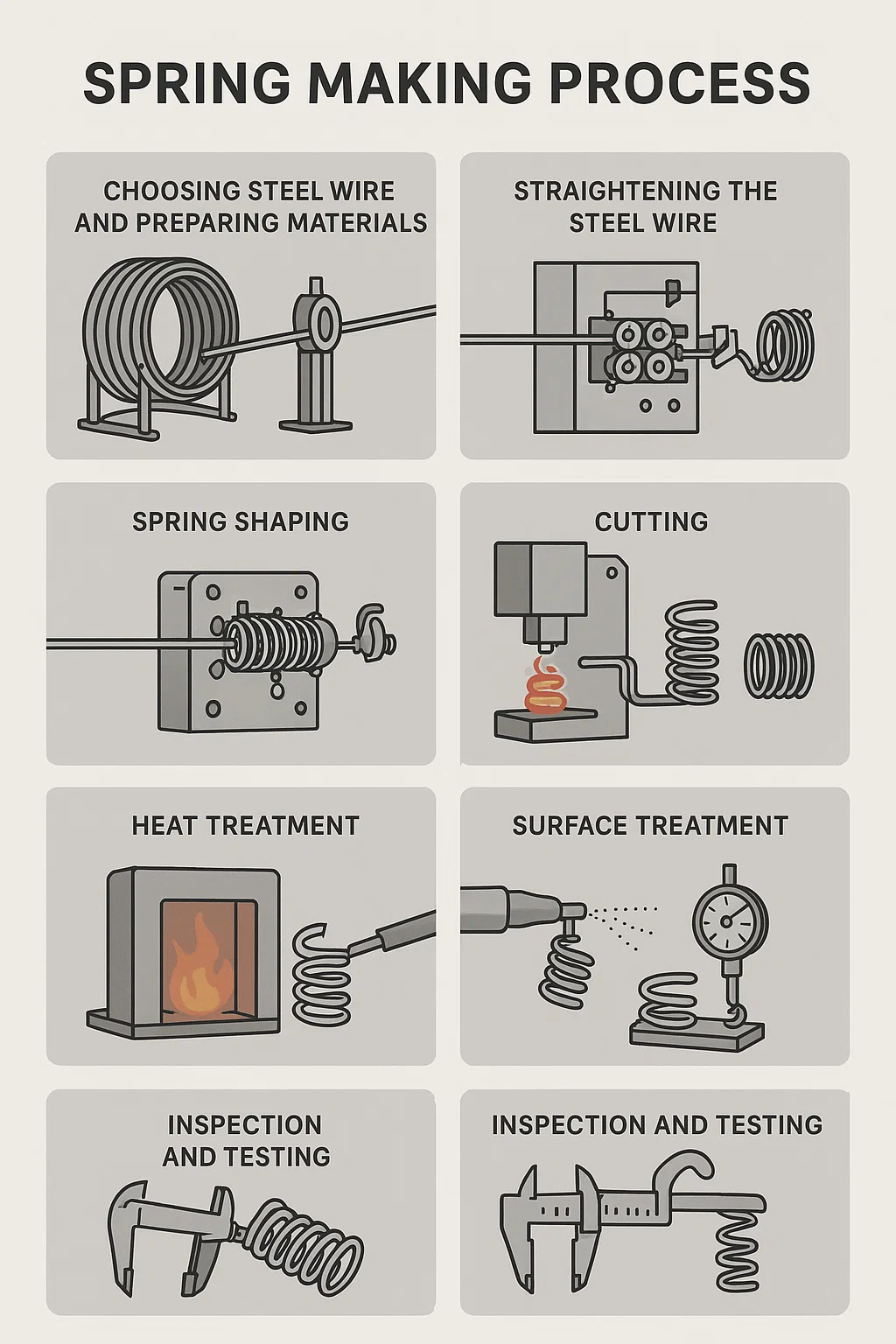
• ابتدا باید سیم فولادی مناسب را انتخاب کنید. سیم فنری دارای ضخامت های مختلف (قطر سیم) و مواد (مانند فولاد معمولی، فولاد ضد زنگ، سیم پیانو و غیره) می باشد. انتخاب بستگی به نیرویی دارد که فنر باید تحمل کند و محیطی که در آن استفاده می شود (به عنوان مثال، زنگ زدگی آن).
• مفتول فولادی خریداری شده معمولاً به شکل یک رول (کلاف) بزرگ کلاف می شود. قبل از ساخت فنر، این رول سیم باید روی دستگاه (قاب باز کردن) قرار گیرد.
• سیم فولادی کلاف خم شده است و نمی توان مستقیماً از آن برای ساخت فنر استفاده کرد. دستگاه سیم را از میان مجموعه ای از غلتک های صاف کننده (مانند عبور دادن آن از چند غلتک کوچک) عبور می دهد و مستقیماً آن را فشار می دهد.
• این مهم ترین مرحله است که توسط دستگاه فنری تخصصی انجام می شود. انواع مختلفی از ماشین های فنری وجود دارد، اما اصل یکسان است: خم کردن سیم فولادی مستقیم به روشی از پیش تنظیم شده.
• تغذیه سیم: دستگاه دارای دو چرخ دندانه دار (چرخ تغذیه) است که مانند تسمه نقاله هر بار یک طول سیم را به طور دقیق به جلو می برد. این طول تعداد سیم پیچ های فنر، طول کل و غیره را تعیین می کند.
• خم کردن سیم: در محل کار دستگاه، چندین ابزار خم کن متحرک (مانند انگشتان کوچک یا لغزنده) وجود دارد. دستگاه این ابزارها را کنترل می کند:
• برخی از ابزارها سیم را به دور یک سنبه (دوک) می پیچند و مارپیچ ها را تشکیل می دهند (پایه فنرهای فشاری/ کششی).
• برخی از ابزارها سیم را در نقاط خاصی فشار می دهند یا خم می کنند تا خم، قلاب (قلاب)، یا انتهای خاص (شکل انتهایی) ایجاد کنند.
• برخی از ابزارها فاصله بین سیم پیچ های مارپیچی (پیچ) را کنترل می کنند.
• ماشینهای قدیمی (بادامک): این ماشینها برای فشار دادن اهرمها به چرخهای چرخان با شکل خاص (بادامکها) در داخل تکیه میکنند که به نوبه خود ابزارهای خمشی را حرکت میدهند. تنظیم دستگاه دست و پا گیر است. تغییر شکل فنر مستلزم تغییر بادامک و صرف زمان زیادی برای تنظیم است.
• ماشینهای سبک جدید (ماشینهای فنری کامپیوتری/دستگاههای فنر CNC): در حال حاضر این نوع اصلی است. اپراتور ابعاد فنر (ضخامت، اندازه سیم پیچ، تعداد سیم پیچ ها، روش خمش قلاب و غیره) را روی صفحه کامپیوتر دستگاه وارد می کند و کامپیوتر دستگاه (کنترل کننده) این دستورالعمل ها را به خاطر می آورد. سپس، چندین موتور کوچک (موتورهای سروو) در داخل دستگاه، غلتک های تغذیه سیم و هر ابزار خمشی را کنترل می کنند، و طبق برنامه دقیقاً سیم فولادی را به شکل دلخواه خم می کنند. آیا می خواهید به نوع دیگری از فنر تغییر دهید؟ به سادگی برنامه جدید را انتخاب کنید، ابزار را تغییر دهید، و این کار به سرعت انجام می شود.
• هنگامی که شکل فنر شکل گرفت، کاتر دستگاه (مانند یک گیوتین کوچک) بلافاصله حرکت می کند و فنر شکل گرفته را تمیز و مرتب از سیم فولادی پشت آن برش می دهد.
• سیم فولادی تازه خم شده دارای تنش داخلی است که آن را نسبتا شکننده و فاقد خاصیت ارتجاعی می کند و به راحتی می شکند. برای اینکه فنر بادوام و الاستیک باشد، بیشتر فنرها (مخصوصاً آنهایی که سیم ضخیم تر یا نیاز بیشتری دارند) نیاز به عملیات حرارتی دارند.
• گرمایش: فنر را در کوره قرار می دهند و تا دمای خاص بالا (که کمی مایل به قرمز به نظر می رسد) گرم می شود.
• Quenching: فنر را به سرعت در روغن یا آب قرار می دهند تا سیم فولادی خنک و سفت شود.
• حرارت دادن: دوباره تا دمای کمی پایین تر گرم کنید، مدتی نگه دارید و سپس خنک کنید. این مرحله بسیار مهم است. تنش را آزاد می کند و به فنر هم سختی و هم چقرمگی می بخشد (کمتر مستعد شکستگی) و در نتیجه خاصیت ارتجاعی عالی دارد. فنرهای بدون عملیات حرارتی مستعد تغییر شکل یا شکستگی هستند.
بسته به کاربرد مورد نظر فنر، ممکن است به عملیات سطحی مختلفی نیاز باشد:
• شات پینینگ/شات بلاست: استفاده از گوی های فولادی کوچک با سرعت بالا برای انفجار سطح فنر، زنگ زدگی و خراش ها را از بین می برد و همچنین سطح را تقویت می کند (تنش فشاری) و طول عمر آن را افزایش می دهد.
• آبکاری/سیاه کردن: آبکاری سطح فنر با روی، نیکل، کروم و غیره، یا اعمال یک درمان سیاهکننده، عمدتاً برای جلوگیری از زنگ زدگی و بهبود ظاهر.
• پوشش: پاشیدن روی رنگ یا یک لایه پلاستیکی برای جلوگیری از زنگ زدگی.
• در نهایت فنر تمام شده باید بازرسی شود:
• ابعاد: طول کل، قطر بیرونی، قطر داخلی، قطر سیم، زاویه قلاب و غیره را اندازه گیری کنید تا مطمئن شوید که با مشخصات مطابقت دارند.
• تست الاستیسیته: از یک ماشین تخصصی برای فشرده کردن یا کشش فنر استفاده کنید تا ببینید چه مقدار نیرو برای فشرده سازی/کشش آن تا طول مشخص شده (آزمایش الاستیسیته)، و اینکه آیا در صورت فشرده شدن/کشش کامل شکسته می شود یا خیر (نمونه برداری تست خستگی).
• بازرسی سطح: وجود ترک، خراش شدید، لکه های زنگ زدگی و غیره را بررسی کنید.

TK-13200، TK-7230 TK-13200, TK-7230 12AXES CNC فنری کویلینگ ...
مشاهده جزئیات
TK-13200، TK-7230 TK-13200, TK-7230 12AXES CNC فنری کویلینگ ...
مشاهده جزئیات
TK12120 دستگاه سیم پیچ فنری CNC TK-12120 12AXES ...
مشاهده جزئیات
TK-6160 دستگاه نورد فنری CNC TK-6160 ...
مشاهده جزئیات
TK-6120 دستگاه نورد فنری CNC TK-6120 ...
مشاهده جزئیات
TK-5200 دستگاه سیم پیچ فنری CNC TK-5200 5AXES ...
مشاهده جزئیات
TK-5160 دستگاه سیم پیچ فنری CNC TK-5160 5AXES ...
مشاهده جزئیات
TK-5120 دستگاه سیم پیچ فنری CNC TK-5120 5AXES ...
مشاهده جزئیاتکد QR موبایل

 زبان
زبان 

