یک ماشین خم کن با اعمال نیروی کنترل شده به یک قطعه کار - معمولاً فلز، سیم یا لوله - کار می کند تا آن را به یک زاویه یا شکل خاص بدون برش یا جوش تغییر شکل دهد. این دستگاه از ترکیبی از یک پانچ (قالب بالا)، یک قالب (قالب پایین) و یک گیج پشتی برای قرار دادن و خم کردن مواد با دقت قابل تکرار استفاده می کند. مکانیک اساسی متکی به بیش از حد استحکام تسلیم مواد است، بنابراین به طور دائم تغییر شکل می دهد، در حالی که برای جلوگیری از شکستگی، کمتر از مقاومت کششی خود باقی می ماند.
در عمل، وقتی پانچ به درون قالب فرود میآید، ورق فلزی یا سیم را مجبور میکند تا با هندسه قالب مطابقت داشته باشد. زاویه بهدستآمده به عمق نفوذ، عرض دهانه قالب و ویژگیهای پشت فنری خود ماده بستگی دارد. ماشینهای خم کن مدرن CNC همه این متغیرها را به صورت دیجیتالی کنترل میکنند و تلورانسهایی را به اندازه 0.1 ± درجه در زاویه خم و 0.1 ± میلیمتر در موقعیت گیج پشتی ممکن میسازند.
چندین روش خمشی اولیه در مصارف صنعتی وجود دارد که هر کدام برای مواد و حجم تولید متفاوت است:
درک آنچه که هر قسمت انجام می دهد به اپراتورها کمک می کند مشکلات را عیب یابی کرده و کیفیت خروجی را بهینه کنند. هر ماشین خم کن، صرف نظر از نوع، مجموعه مشترکی از اجزای مکانیکی و کنترلی دارد.
قاب دستگاه یک سازه فولادی جوش داده شده یا ریخته گری است که نیروهای خمشی را بدون انحراف جذب می کند. در پرس ترمزهای بزرگ با وزن 400 تن یا بیشتر، بستر به میزان قابل توجهی تحت بار منحرف می شود - گاهی اوقات 0.3 تا 0.5 میلی متر در طول دهانه 4 متری. ماشینهای بهتر از سیستمهای تاجبندی (مکانیکی یا هیدرولیک مبتنی بر گوه) برای جبران این انحراف و حفظ ثبات زاویه در تمام طول قطعه استفاده میکنند.
قوچ ابزار بالایی (پانچ) را حمل میکند و توسط سیلندرهای هیدرولیک، درایوهای سرو-الکتریک یا اگزسنتریکهای مکانیکی به سمت پایین هدایت میشود. پرس ترمزهای سروالکتریک، اکنون استاندارد در مغازه های ورق فلزی دقیق، قابلیت تکرار موقعیت 0.01± میلی متر را به دست می آورند. - به طور قابل توجهی بهتر از طرح های هیدرولیک معمولی، که معمولاً 0.04 ± میلی متر را به دست می آورند.
شعاع نوک پانچ، عرض دهانه قالب (V-opening) و شعاع شانه قالب همگی مستقیماً بر کیفیت خم تأثیر میگذارند. یک قانون استاندارد این است که دهانه V باید 6 تا 10 برابر ضخامت مواد باشد. به عنوان مثال، خم کردن فولاد نرم 3 میلی متری معمولاً از یک قالب V-20 تا 24 میلی متری استفاده می کند. استفاده از قالب خیلی باریک باعث نازک شدن و ترک خوردن بیش از حد مواد می شود. یک قالب بیش از حد پهن، برگشت فنری را افزایش می دهد و دقت زاویه را کاهش می دهد.
گیج پشتی یک توقف موتوری است که مواد را دقیقاً قبل از هر خم قرار می دهد. گیجهای پشتی چند محوره مدرن (معمولاً 4 تا 6 محور) امکان کنترل CNC عمق و ارتفاع را فراهم میکنند و امکان تولید خودکار قطعات پیچیده فلنجی را بدون تغییر مکان دستی فراهم میکنند. دقت گیج عقب به طور مستقیم تحمل طول فلنج را تعیین می کند، که بر روی ترمزهای پرس CNC که به خوبی نگهداری می شوند 0.1 ± تا 0.2 ± میلی متر است.
ماشینهای خم کن مدرن کنترلکنندههای CNC اختصاصی (Delem، Cybelec، یا سیستمهای اختصاصی) را اجرا میکنند که برنامههای خم را ذخیره میکنند، تناژ مورد نیاز را محاسبه میکنند، بازگشت فنری را جبران میکنند و حرکت چند محوره را هماهنگ میکنند. برنامهنویسی آفلاین از طریق نرمافزار CAD/CAM (به عنوان مثال، Radan، Solidکار می کند Bend) به مهندسان این امکان را میدهد که توالیهای خمشی را بر روی یک رایانه توسعه دهند و آنها را مستقیماً به دستگاه منتقل کنند و زمان راهاندازی را در مقایسه با برنامهنویسی آزمون و خطای دستی 40 تا 70 درصد کاهش دهند.
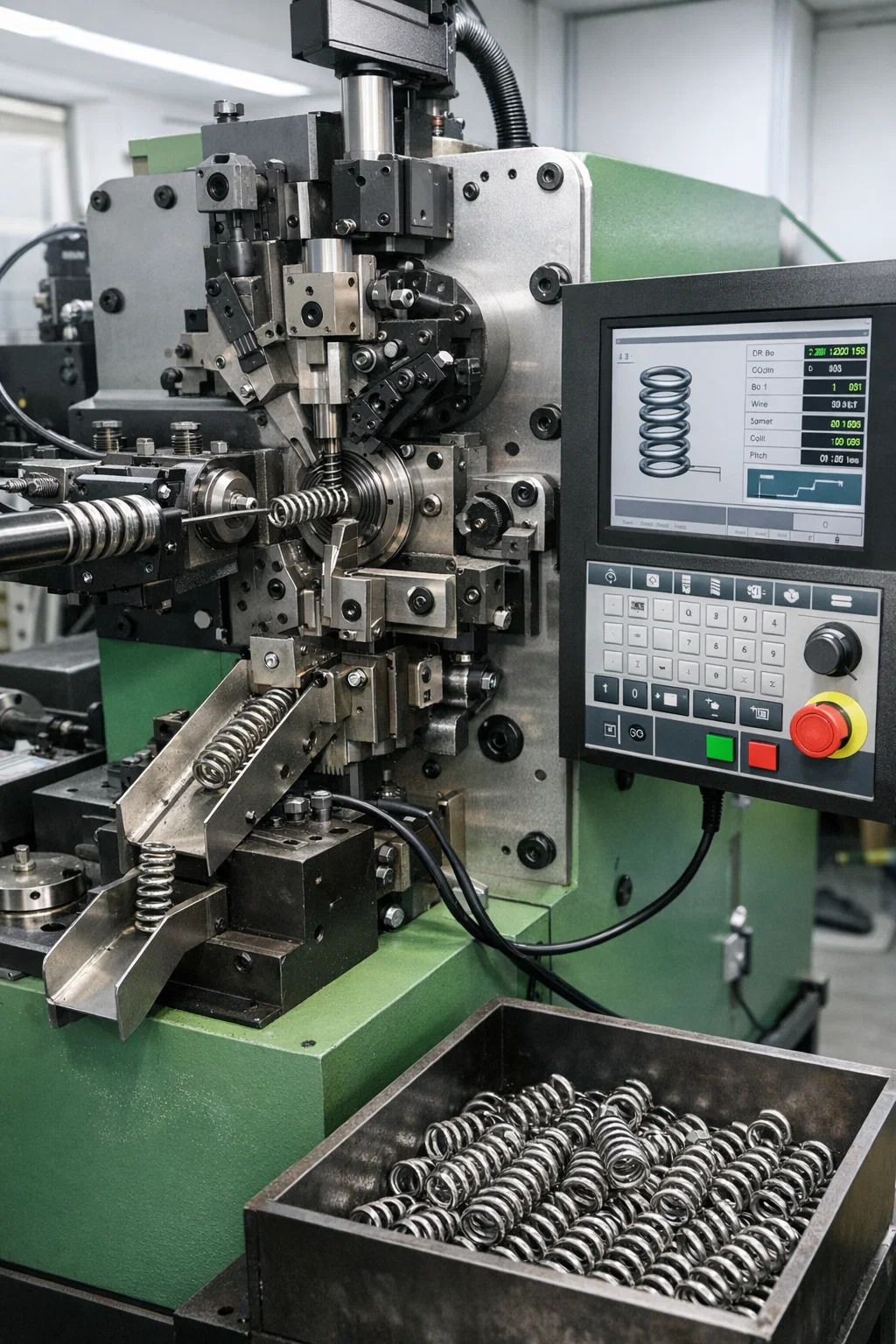
دستگاه خم کن فنری یک نوع تخصصی از دستگاه خم کن است که به طور خاص برای شکل دادن سیم یا استوک مسطح به فنرها و اشکال فنر مانند - از جمله کویل ها، فنرهای پیچشی، فنرهای فشاری، فنرهای امتدادی و سیم های سفارشی طراحی شده است. برخلاف ترمزهای پرس ورق فلزی استاندارد، یک دستگاه خم کن فنری با پین های خمشی چرخان، بادامک های قابل تنظیم و مکانیزم تغذیه سیم کار می کند که با هم کار می کنند تا سیم را به طور مداوم در هنگام تغذیه از طریق دستگاه شکل دهند.
چرخه کار اساسی یک دستگاه خم کن فنری CNC مراحل زیر را طی می کند:
دستگاه های خم کن فنر CNC با سرعت بالا معمولاً 30 تا 200 فنر در دقیقه بسته به قطر سیم و پیچیدگی فنر تولید می کنند. برخی از کویل های با حجم بالا که دارای سیم نازک (0.1-0.5 میلی متر) در بخش الکترونیک هستند بیش از 400 قطعه در دقیقه است.
دستگاه های خم کن فنری بسته به نوع فنر و الزامات تولید در چندین پیکربندی وجود دارند:
| نوع ماشین | محدوده قطر سیم | برنامه معمولی | سرعت تولید |
|---|---|---|---|
| کویل فنر فشاری | 0.1 - 20 میلی متر | سیستم تعلیق خودرو، شیرآلات صنعتی | 30 تا 200 عدد در دقیقه |
| کویل فنری اکستنشن | 0.2 - 12 میلی متر | لولای درب، مکانیزم جمع شدنی | 20 تا 150 عدد در دقیقه |
| دستگاه خم کن فنری پیچشی | 0.3 - 10 میلی متر | گیره های لباس، کنتاکت های الکتریکی، گیره ها | 15 تا 80 عدد در دقیقه |
| دستگاه سیم شکل دهی CNC | 0.5 - 16 میلی متر | شکل های سیم سفارشی، قلاب ها، براکت ها | 5 تا 60 عدد در دقیقه |
| دستگاه خم کن فنری تخت | نوار 0.1 - 3 میلی متر ضخامت | کنتاکتهای باتری، پایانههای اتصال سریع | 20 تا 120 عدد در دقیقه |
فنر بک یکی از مهم ترین چالش ها در هر عملیات خمشی است، چه روی ترمز پرس ورق فلزی و چه در ماشین خمش فنری. هنگامی که نیرویی فلز را خم می کند، تنها بخشی از تغییر شکل پلاستیک (دائمی) است. پس از آزاد شدن نیرو، بخش الاستیک بازیابی میشود و باعث میشود که قطعه به شکل اولیه خود برگردد. برای ورق فولادی معمولی، زوایای برگشت فنری معمولاً از 1 درجه تا 5 درجه متغیر است، در حالی که فولادهای با استحکام بالا و فولاد ضد زنگ می توانند 6-12 درجه یا بیشتر به عقب برگردند.
ماشین های خم کن فنری با یک نسخه به خصوص حاد از این مشکل روبرو هستند. کل محصول با بازیابی الاستیک آن تعریف می شود - به عنوان مثال، یک فنر فشاری باید انرژی را به طور قابل پیش بینی ذخیره و آزاد کند، بنابراین فرآیند سیم پیچی باید دقیقاً برای برگشت فنر به حساب بیاید تا به طول آزاد و نرخ فنر هدف برسد. فنری که بیش از حد برنامه ریزی شده به عقب برگردد بسیار طولانی خواهد بود. یکی که کمتر به عقب برگردد، خیلی کوتاه خواهد بود و هر دو در تست بار ناموفق خواهند بود.
تمایز بین ماشین های خم کن کنترل شده با CNC و دستی بسیار فراتر از قیمت است. هر یک زمینه عملیاتی خاصی دارد که در آن بهترین بازده را ارائه می دهد.
| معیارها | دستگاه خم کن CNC | دستگاه خم کن دستی |
|---|---|---|
| تکرارپذیری زاویه | ± 0.1 درجه - 0.3 ± درجه | ± 1 درجه - 3 ± درجه (وابسته به اپراتور) |
| زمان راه اندازی | 5-20 دقیقه (یادآوری برنامه) | 30-90 دقیقه (تنظیم دستی) |
| اندازه دسته ای مناسب | 1 - 100000 | 1 تا 500 (کار سفارشی کم حجم) |
| مهارت اپراتور مورد نیاز است | متوسط (برنامه نویسی CNC) | بالا (خم کن با تجربه) |
| هزینه اولیه دستگاه | 30000 تا 500000 دلار | 1000 تا 30000 دلار |
| هندسه های پیچیده | عالی (اتوماسیون چند محوره) | محدود |
مخصوصاً برای ماشینهای خم کن فنری، سیستمهای CNC بر تولید با حجم متوسط به بالا غالب هستند، زیرا در صورت تجاوز از 50 قسمت در دقیقه، هندسه شکل سیم تقریباً غیرممکن است که به طور مداوم با تنظیمات پین دستی تکرار شود. دستگاههای خم کن فنری دستی برای کارهای نمونه اولیه، تعمیرگاههای تخصصی و دستههای بسیار کوچک فنرهای سیمی با قطر بزرگ که زمان راهاندازی دستگاه از زمان واقعی تولید کمتر میشود، باقی میمانند.
ماشین های خم کن مواد آگنوستیک نیستند. هر کلاس مواد به طور متفاوتی به نیروهای خمشی واکنش نشان می دهد و پارامترهای ماشین باید بر این اساس تطبیق داده شوند.
انتخاب ماشین اشتباه یک اشتباه گران قیمت است. ماشین خم کن مناسب حداقل به شش عامل همگرا بستگی دارد و هر کدام باید با هم ارزیابی شوند نه جدا.
برای ورق فلزی، مقیاس های تناژ مورد نیاز با قدرت تسلیم مواد و ضخامت مربع . دوبرابر کردن ضخامت مواد تقریباً چهار برابر تناژ مورد نیاز است. کارگاهی که عمدتاً فولاد نرم 3 میلی متری را تا عرض 2500 میلی متر خم می کند، تقریباً به 100 تا 160 تن ظرفیت پرس ترمز نیاز دارد. اگر بعداً نیاز به خم شدن 6 میلی متری ضد زنگ داشته باشند، همان قسمت ممکن است به 400 تن نیاز داشته باشد که بسیار بیشتر از امتیاز دستگاه است.
برای کار فنری، محدوده قطر سیم تقریباً به طور انحصاری انتخاب ماشین را هدایت می کند. یک دستگاه خم کن فنری که برای سیم 0.5 تا 4 میلی متر طراحی شده است، نمی تواند سیم 8 میلی متری را بدون خطر اضافه بار موتور و شکستن ابزار، به طور قابل اعتماد پردازش کند.
خمیدگی های دو بعدی ساده روی ورق مسطح را می توان با هر پرس ترمز کنترل کرد. قطعات با روابط پیچیده فلنج، خمیدگی سجاف یا زوایای منفی نیاز به ابزارسازی خارج از مرکز، پیکربندیهای قالب خاص یا دستکاری قطعات روباتیک دارند. برای سیمهای با هندسه سهبعدی - قلابها، حلقهها، و خمهای چند صفحهای - فقط یک دستگاه سیمساز چند محوره CNC با 6 یا بیشتر محور کنترلشده مستقل میتواند حجم تولید را کنترل کند.
مغازه ای که هفته ای 50 براکت سفارشی تولید می کند، هیچ توجیهی برای ترمز فشاری 200000 دلاری CNC با تعویض ابزار خودکار ندارد. برعکس، یک تولیدکننده فنر که 500000 فنر تراکمی در ماه کار میکند، نمیتواند به یک کویل نیمه اتوماتیک تکیه کند - زمان چرخه و سایش ابزار هزینهها را ناپایدار میکند. تجزیه و تحلیل نقطه سر به سر به طور مداوم نشان می دهد که دستگاه های خم کن فنری CNC سرمایه خود را در عرض 12 تا 24 ماه پس می دهند. با نرخ تولید بالای 50000 قطعه در ماه در مقایسه با جایگزین های دستی یا نیمه اتوماتیک.
بخشهای هوافضا و پزشکی معمولاً به زوایای خمشی 0.25± درجه و طول فلنج تا 0.1± میلیمتر نیاز دارند. دستیابی به این هدف در یک ترمز پرس هیدرولیک بدون بازخورد اندازهگیری زاویه تقریباً در یک دوره تولید کامل غیرممکن است. برای خمش فنری، تحمل طول آزاد ± 0.3 میلیمتر روی بدنه فنر 50 میلیمتری، نیاز به دستگاهی با وضوح تغذیه سیم ثابت و جبران برگشت فنری ثابت دارد - معمولاً فقط با کویلهای CNC سروو رانده میشود.
حتی ماشینهایی که به خوبی پیکربندی شدهاند، زمانی که متغیرها کنترل نمیشوند، قطعات معیوب تولید میکنند. مشکلات زیر اغلب در هر دو عملیات پرس بریک و دستگاه خمش فنری گزارش شده است.
اگر زاویه خمش در مرکز درست باشد اما به سمت انتها باز شود، بستر دستگاه تحت بار منحرف می شود. یک خمیدگی 3 متری روی یک ترمز فشاری 250 تنی بدون تاج گذاری فعال می تواند 0.4-0.8 میلی متر انحراف در مرکز نسبت به انتها نشان دهد که به 1-2 درجه تغییر زاویه تبدیل می شود. تعمیر یک میز تاج هیدرولیکی یا مکانیکی یا قطعات ابزار کوتاه تر است که امکان تنظیم در هر مقطع را فراهم می کند.
ترک خوردگی زمانی اتفاق می افتد که کرنش بیرونی الیاف از ظرفیت کشیدگی ماده بیشتر شود. دلایل رایج عبارتند از: استفاده از شعاع پانچ کوچکتر از حداقل توصیه شده برای مواد (برای آلومینیوم 6061-T6، حداقل شعاع داخلی معمولاً 1.5-2× ضخامت مواد است)، خم شدن در جهت دانه بندی ورق نورد، یا استفاده از مواد سخت شده با کار از عملیات شکلدهی قبلی. چرخش قطعه 90 درجه نسبت به جهت غلتش اغلب ترک خوردگی در مواد مرزی را از بین می برد.
پراکندگی طول آزاد در فنرهای تولیدی (مثلاً 1± میلیمتر روی هدف 0.3± میلیمتر) معمولاً به یکی از سه علت بازمیگردد: تغییر قطر سیم بین سیم پیچها بیش از حد تحملی که دستگاه برای آن کالیبره شده است، تغییرات سختی ماده در دورههای تولید طولانیمدت، یا غلطکهای تغذیه فرسوده که به طور متناوب میلغزند. تعویض درج غلتک خوراک هر 300-500 ساعت کارکرد نگهداری پیشگیرانه استاندارد در مغازه های فنری با حجم بالا است.
پیچش زمانی ایجاد می شود که تنش پسماند در سیم پیچ سیم به طور یکنواخت آزاد نشود زیرا سیم از طریق دستگاه تغذیه می کند. یک صاف کننده سیم (دوار یا غلتکی) که بین قرقره سیم و غلتک های تغذیه نصب شده است، مجموعه سیم پیچ را قبل از شکل گیری جدا می کند. اکثر دستگاه های خم کن فنری تولیدی شامل یک صاف کننده 7 یا 9 غلتکی به عنوان تجهیزات استاندارد هستند.
ماشین های خم کن - به ویژه ترمزهای پرس هیدرولیک با وزن 100 تن یا بیشتر - نیروهایی ایجاد می کنند که قادر به له کردن دست ها و ایجاد صدمات کشنده هستند. استانداردهای ایمنی در هیچ محیط عملیاتی حرفه ای اختیاری نیستند.
یک دستگاه خم کن که به خوبی نگهداری شود باید 20 تا 30 سال خدمات مولد ارائه دهد. ماشین های نادیده گرفته شده به سرعت خراب می شوند و قطعات خارج از تحمل تولید می کنند و خطرات ایمنی را ایجاد می کنند. روشهای نگهداری زیر در محیطهای تولید غیرقابل مذاکره هستند.
ابزارآلات معمولاً بالاترین هزینه تعمیر و نگهداری است در هر دو عملیات پرس بریک و دستگاه خمش فنری. نوک پانچ سایش و نیک; شانه های قالب در اثر تماس مکرر فلز فرسایش می یابند. یک مجموعه ابزار دقیق ترمز پرس برای یک ماشین 3 متری می تواند 3000 تا 15000 دلار هزینه داشته باشد، ذخیره سازی مناسب (قفسه ابزار، پوشش های محافظ) و روش های جابجایی را به یک معیار کنترل هزینه مستقیم تبدیل می کند.

TK-13200، TK-7230 TK-13200, TK-7230 12AXES CNC فنری کویلینگ ...
See Details
TK-13200، TK-7230 TK-13200, TK-7230 12AXES CNC فنری کویلینگ ...
See Details
TK12120 دستگاه سیم پیچ فنری CNC TK-12120 12AXES ...
See Details
TK-6160 دستگاه نورد فنری CNC TK-6160 ...
See Details
TK-6120 دستگاه نورد فنری CNC TK-6120 ...
See Details
TK-5200 دستگاه سیم پیچ فنری CNC TK-5200 5AXES ...
See Details
TK-5160 دستگاه سیم پیچ فنری CNC TK-5160 5AXES ...
See Details
TK-5120 دستگاه سیم پیچ فنری CNC TK-5120 5AXES ...
See Detailsکد QR موبایل

 Language
Language  中文简体
中文简体

