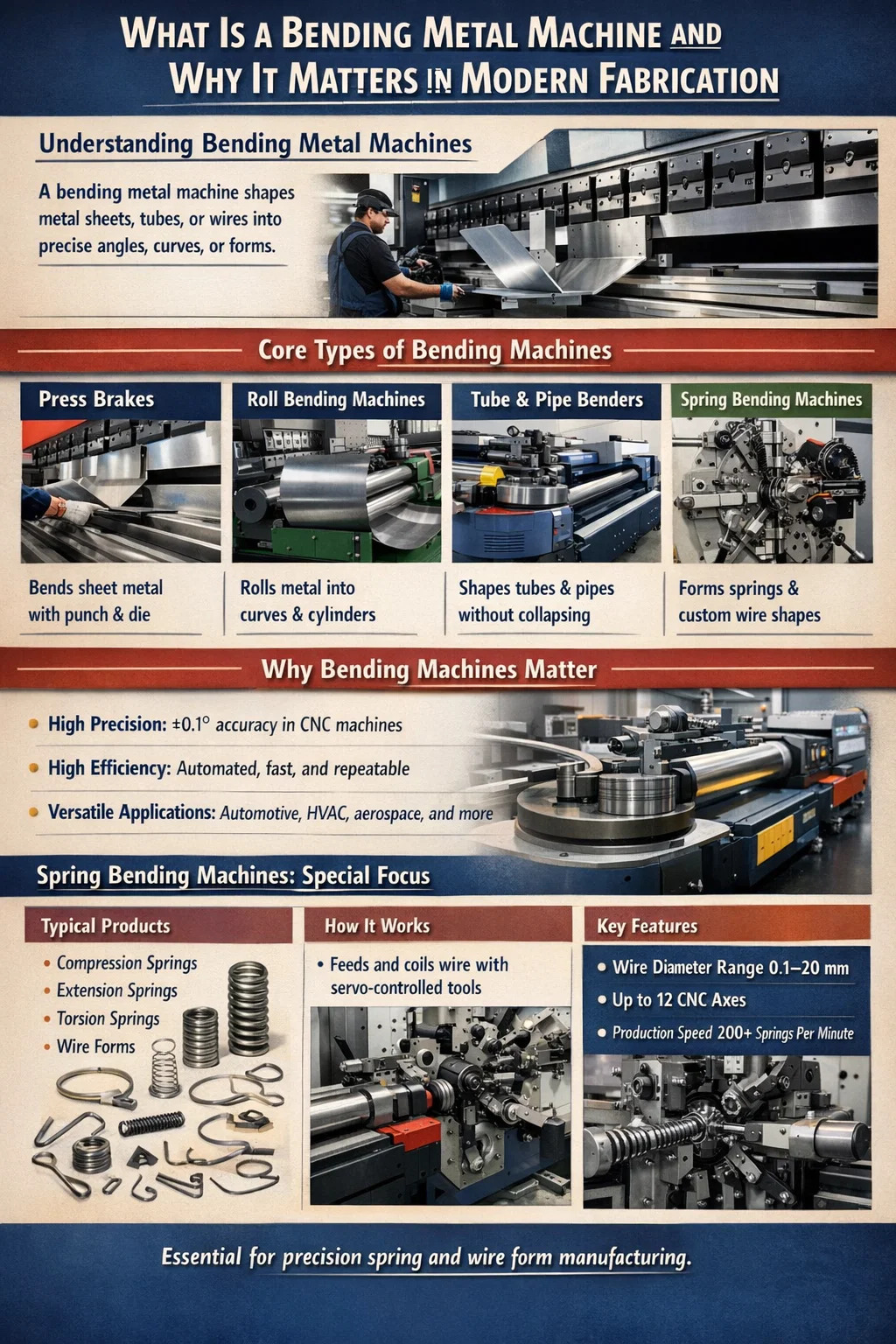
الف دستگاه خم کردن فلز تجهیزات صنعتی طراحی شده برای تغییر شکل قطعات فلزی - ورق، میله، لوله یا سیم - به زوایای دقیق، منحنی ها یا اشکال پیچیده سه بعدی بدون برش یا جوش. نتیجه گیری اصلی ساده است: اگر خط تولید شما به شکل های فلزی ثابت و قابل تکرار در مقیاس نیاز دارد، یک دستگاه خم کن اختصاصی تجهیزات اختیاری نیست - آن ستون فقرات گردش کار شما است. خم شدن دستی خطای انسانی، شعاع خمش ناسازگار و خستگی اپراتور را معرفی می کند. خمش مکانیزه هر سه را از بین می برد.
ماشینهای خم کن فلزی مدرن از ترمزهای پرس هیدرولیک ساده با قابلیت خم کردن ورق فولادی ملایم 3 میلیمتری تا سیستمهای پیچیده چند محوری CNC که میتوانند 40 توالی خمش مجزا را در یک چرخه خودکار اجرا کنند، متغیر است. به عنوان مثال، یک ترمز فشاری CNC میان رده، می تواند تکرارپذیری زاویه ای ± 0.1 درجه را به دست آورد، که اساساً از طریق عملکرد دستی قابل دستیابی نیست. برای براکتهای خودرو، کانالهای تهویه مطبوع، قابهای مبلمان، محفظههای الکتریکی، و صدها دستهبندی محصول دیگر، این سطح از دقت لوکس نیست - یک نیاز تولید است.
دستگاه خم کن فنری زیرمجموعه ای تخصصی از خانواده دستگاه های خم کن گسترده تر است. در حالی که یک پرس ترمز عمومی بر روی ورق فلز تمرکز می کند، a دستگاه خم کن فنری به طور خاص برای باد، سیم پیچ، و شکل دادن استوک سیم یا میله به فنرهای فشاری، فنرهای کششی، فنرهای پیچشی و سیم های سفارشی طراحی شده است. این دو نوع ماشین اغلب در یک مرکز وجود دارند - و درک اینکه چگونه آنها مکمل یکدیگر هستند برای هر منبع تولید تجهیزات مدیر ساخت ضروری است.
اصطلاح "ماشین فلزی خم کن" چتری است که چندین معماری ماشینی متمایز را پوشش می دهد. انتخاب نوع نامناسب برای برنامه شما منجر به کیفیت پایین قطعه، سایش بیش از حد ابزار و هزینه های سرمایه غیر ضروری می شود. در زیر یک تفکیک ساختار یافته از دسته های اصلی آورده شده است.
پرس بریک پرکاربردترین دستگاه خم کن ورق فلزی در سطح جهان است. از یک پانچ و مجموعه قالب برای اعمال نیروی موضعی در امتداد یک خط مستقیم استفاده می کند و در هر ضربه یک خم ایجاد می کند. ترمزهای پرس هیدرولیک بر کاربردهای سنگین غالب هستند - ورق فولادی خمشی تا ضخامت 25 میلی متر در طول خمشی 6 متر یا بیشتر. ترمزهای پرس سروو برقی که از سال 2018 به طور فزاینده ای محبوب هستند، در مقایسه با نمونه های هیدرولیک 30 تا 50 درصد صرفه جویی در مصرف انرژی را ارائه می دهند و زمان چرخه سریع تری را برای کار با گیج نازک (0.5 تا 3 میلی متر) ارائه می دهند. پرس ترمزهای CNC موقعیت سنجی قابل برنامه ریزی، جبران خودکار تاج گذاری، و توالی خمش چند مرحله ای را اضافه می کند و زمان تنظیم را هنگام جابجایی بین برنامه های قطعه از ساعت ها به دقیقه ها کاهش می دهد.
ماشینهای خم کن - که غلتکهای صفحهای یا بخش خم کن نیز نامیده میشوند - از دو یا سه رول محرک برای انحنای پیوسته فلز به قوسها، حلقهها یا استوانهها استفاده میکنند. آنها برای ساخت مخازن تحت فشار، تولید لوله، فولادسازی معماری و ساخت مخزن ضروری هستند. دستگاه متقارن سه رول استانداردی برای تولید سیلندرهای با قطر بزرگ از صفحه تخت است. یک دستگاه چهار رول، رول چهارم را اضافه می کند که لبه جلویی را از قبل خم می کند و نقطه صافی را که محدودیت کلاسیک طرح های سه رول است، از بین می برد. بسته به تناژ دستگاه و قطر رول، شعاع خمشی از منحنیهای محکم 150 میلیمتری تا قوسهای ملایم که چندین متر را پوشاندهاند، قابل دستیابی هستند.
دستگاه های خم کن لوله، بخش های توخالی - لوله های گرد، مربع یا مستطیل شکل - را بدون فرو ریختن سطح مقطع خم می کنند. خمش چرخشی، دقیقترین روش، لوله را به قالب محکم میکند و آن را به دور یک قالب خمشی ثابت میچرخاند، اغلب با سنبه داخلی که از فروریختن دیواره جلوگیری میکند. این روش در سیستم های اگزوز خودرو، رول کیج، قاب دوچرخه و خطوط هیدرولیک هوافضا استاندارد است. خم کن های لوله CNC با سرهای ابزار چند پشته ای می توانند قطعاتی را تولید کنند که به چندین خم در سطوح مختلف نیاز دارند - یک جزء اگزوز خودرو ممکن است دارای 8 تا 12 خم مجزا باشد که به ترتیب برنامه ریزی شده اند.
ماشینهای خمکن سیم و ماشینهای خمشکن فنری استوک با قطر کوچکتر - معمولاً با قطر 0.1 میلیمتر تا 20 میلیمتر - کار میکنند و آن را به شکلهای پیچیده دو بعدی یا سهبعدی سیم، گیرهها، براکتها، قلابها و فنرها تشکیل میدهند. این مقوله مستحق بحث اختصاصی است و در بخش های بعدی به طور عمیق پوشش داده می شود.
| نوع ماشین | مواد اولیه | تحمل معمولی | صنایع رایج |
|---|---|---|---|
| CNC پرس ترمز | ورق فلز 0.5-25 میلی متر | ± 0.1 درجه | HVالفC، الکترونیک، ساخت و ساز |
| رول بشقاب | صفحه تا 100 میلی متر | قطر ± 1-2 میلی متر | مخازن تحت فشار، مخازن |
| خم کن لوله CNC | لوله OD 6-200 میلی متر | ± 0.2 درجه | الفutomotive, aerospace |
| دستگاه خم کن فنری | سیم 0.1-20 میلی متر | گام 0.05 ± میلی متر | فنر، فرم سیم، گیره |
الف دستگاه خم کن فنری - همچنین بسته به پیکربندی، به عنوان یک دستگاه سیم پیچ فنری، شکل دهنده فنر CNC یا دستگاه سیم ساز نیز شناخته می شود - یک دستگاه فلزی خمشی بسیار تخصصی است که برای پردازش ذخایر سیم به فنرها و فرم های سیم با توان بالا طراحی شده است. درک اصل عملکرد آن کمک می کند تا روشن شود که چرا نمی توان آن را به سادگی با یک ماشین خم کن همه منظوره جایگزین کرد.
سیم از یک قرقره کشیده می شود یا از یک سیم پیچ صاف می شود و از طریق غلتک های راهنمای دقیق به ناحیه شکل دهی تغذیه می شود. مکانیسم تغذیه - معمولاً یک سیستم رول پینچ مبتنی بر سروو - طول سیم توزیع شده را با دقت 0.05 ± میلی متر کنترل می کند. در ناحیه شکل دهی، یک نقطه سیم پیچ یا ابزار شکل دهی سیم را منحرف می کند تا قطر سیم پیچ ایجاد شود. ابزار گام به طور همزمان پیشروی محوری سیم پیچ را کنترل می کند و طول و گام آزاد فنر را تعیین می کند. یک مکانیسم برش - یا یک برش دوار یا یک چاقوی بادامکی بادامک - فنر تمام شده را از سیم در نقطه برنامه ریزی شده جدا می کند.
در ماشین های خم کن فنر CNC، هر محور - طول تغذیه، موقعیت نقطه سیم پیچی، زاویه ابزار گام و زمان برش - به طور مستقل با سروو کنترل می شود و از طریق یک کنترل کننده حرکت مرکزی هماهنگ می شود. ماشینهای پیشرفته از تولیدکنندگانی مانند Wafios، Itaya یا Bamatec میتوانند فنرهای فشاری را با نرخهای بیش از حد تولید کنند. 200 عدد در دقیقه برای سیم با قطر کوچک (زیر 1 میلی متر)، با قابلیت تکرار ابعادی که سیم پیچ دستی فنر نمی تواند به آن نزدیک شود.
فنر بک - بازیافت الاستیک فلز پس از خمش - چالش اصلی در تمام عملیات خمش فلز است، اما به ویژه در تولید فنری بسیار مهم است. از آنجایی که عملکرد عملکردی فنر به ابعاد هندسی دقیق (طول آزاد، قطر سیم پیچ، گام) بستگی دارد، هر برگشت فنری که باعث انحراف ابعادی شود مستقیماً به فنری تبدیل می شود که مشخصات بار را از بین می برد. ماشین های خم فنر CNC به صورت الگوریتمی برگشت فنری را جبران می کنند: نرم افزار کنترل سیم را به مقدار محاسبه شده بیش از حد خم می کند تا پس از بازیابی الاستیک، فنر تمام شده روی بعد هدف قرار گیرد. این مقدار بیش از حد خمیدگی با مواد سیم، قطر، وضعیت دما و شعاع خمش متفاوت است و ماشینهای مدرن این مقادیر را در کتابخانههای مواد برای تغییر سریع کار ذخیره میکنند.
خرید دستگاه خم کن فلزی - چه پرس بریک، دستگاه خمش فنری یا خم کن لوله - مستلزم ارزیابی مجموعه ای از پارامترهای فنی است که تعیین می کند آیا دستگاه واقعاً می تواند قطعات شما را تولید کند یا خیر. تکیه بر توضیحات فروشنده بدون تأیید این ارقام در برابر الزامات قطعه، باعث میشود که شرکتها به ماشینهایی دست پیدا کنند که نمیتوانند کار را انجام دهند.
ماده ای که خم می شود انتخاب ابزار، نیازهای تناژ، جبران برگشت فنری و شعاع خم قابل دستیابی را تعیین می کند. همه فلزات به یک اندازه خم نمی شوند و یک ماشین خمشی فلزی که برای فولاد نرم بهینه شده است ممکن است نتایج کاملاً متفاوتی داشته باشد - یا به طور کامل شکست بخورد - هنگام تلاش برای خم کردن فولاد فنر یا تیتانیوم سخت شده.
ماده مرجع پیش فرض برای خم کردن ماشین های فلزی. فولاد ملایم (مقاومت تسلیم تقریباً 250 مگاپاسکال) بخشنده است، تمیز خم می شود و دارای برگشت فنری متوسط است. این ماده ای است که در رتبه بندی تناژ ماشین و توصیه های باز کردن قالب استفاده می شود. فولاد ملایم درجه S235 یا A36 بدون ترک خوردگی تا حداقل شعاع خم داخلی 0.5× ضخامت مواد خم می شود.
فولاد HSLA (مقاومت تسلیم 350-700 مگاپاسکال) و گریدهای AHSS مورد استفاده در ساختار بدنه خودرو به تناژ قابل توجهی بیشتری برای خم شدن نیاز دارند - اغلب 2 تا 3 برابر تناژ مورد نیاز برای ضخامت فولاد ملایم معادل . برگشت فنری نیز به نسبت بالاتر است: یک خم 90 درجه در فولاد HSLA ممکن است نیاز به برنامه ریزی پانچ به 84-87 درجه داشته باشد تا پس از بازیابی برگشت فنری به 90 درجه برسد. دهانه قالب نیز باید عریض تر باشد تا از ترک خوردن در خط خم جلوگیری شود.
الفustenitic stainless steels (304, 316) work-harden during bending, which increases resistance as bending progresses. They require approximately 50% more tonnage than mild steel of the same thickness and exhibit pronounced springback. Tool surfaces must be kept clean to prevent stainless steel from picking up contamination, which causes corrosion in service.
الفluminum requires less tonnage than steel but is more prone to surface marking and cracking if bent across the grain direction of the sheet. Temper condition is critical: 5052-H32 bends readily to a 1× thickness radius, while 6061-T6 in the same thickness may crack unless the bend radius is increased to 3–4× thickness. Spring bending machines processing aluminum wire for the electrical or packaging industries must use polished guides and forming tools to prevent surface damage.
فولاد فنری - معمولاً فولاد با کربن بالا (0.6-1.0٪ کربن) یا فولاد فنری آلیاژی مانند 51CrV4 - ماده اولیه برای ماشینهای خمش فنری است. این مواد دارای قدرت تسلیم 1000 تا 2000 مگاپاسکال و برگشت فنری بسیار بالا هستند. یک ماشین خم کن فنری باید بتواند نیروهای شکل دهی را اعمال کند که از قدرت تسلیم سیم بیشتر است و در عین حال دقیقاً تغییر شکل پلاستیکی را که هندسه نهایی فنر را تعیین می کند، کنترل کند. سیم موزیک (ASTM A228) رایج ترین درجه سیم فنری است - بیش از 70 درصد فنرهای فشاری دقیق به دلیل استحکام کششی و کیفیت سطحی که دارند از سیم موسیقی یا سیم سخت کشیده میشوند.
| مواد | قدرت تسلیم (MPa) | سطح اسپرینگبک | حداقل شعاع خم شدن | تناژ در مقابل فولاد ملایم |
|---|---|---|---|---|
| فولاد ملایم (A36) | 250 | پایین | 0.5× t | 1× (خط پایه) |
| فولاد HSLA | 450-700 | بالا | 1.5-2× t | 2-3× |
| 304 ضد زنگ | 310 | متوسط-بالا | 1× t | 1.5× |
| 6061-T6 آلومینیوم | 276 | متوسط | 3-4× t | 0.5× |
| موزیک وایر (ASTM A228) | 1500–2000 | بسیار بالا | 0.5-1× d | فقط دستگاه فنری |
هر ماشین فلزی خمشی در یکی از سه ردیف کنترلی قرار می گیرد: دستی، هیدرولیک/مکانیکی با کنترل های اولیه یا CNC کامل. هر ردیف دارای مشخصات هزینه به قابلیت متمایز است و انتخاب صحیح به حجم تولید، پیچیدگی قطعات و مهارت اپراتور در دسترس بستگی دارد.
ترمزهای پوشه ای دستی، ترمزهای جعبه و تابه ای که با دست کار می کنند، و دستگاه های فنری تنظیم دستی برای کارهای نمونه اولیه، تولید با حجم بسیار کم (کمتر از 50 قطعه در هر بار) یا شرایطی که تنوع قطعات بسیار زیاد است و تنظیمات به طور مداوم تغییر می کنند، مناسب هستند. هزینه سرمایه آنها کم است - یک ترمز دستی پوشه ای با قابلیت خم کردن فولاد 1.2 میلی متری در عرض 1 متر را می توان با قیمت 500 تا 3000 دلار خریداری کرد. مبادله کیفیت وابسته به اپراتور، توان عملیاتی آهسته و تلاش فیزیکی قابل توجه برای گیج های سنگین تر است. در زمینه تولید فنر، تراش های سیم پیچ فنری دستی هنوز برای نمونه سازی و سفارشات تک تکه سفارشی استفاده می شود که زمان برنامه ریزی CNC از ارزش قطعات بیشتر می شود.
ترمزهای پرس هیدرولیک با یک توقف عمقی ساده و تنظیم دستی گیج عقب نشان دهنده نیروی کار مغازه های تولیدی کوچک و متوسط در سراسر جهان است. این ماشین ها ناهموار هستند، نگهداری آنها نسبتا ساده است و قادر به انجام کارهای سنگین هستند. یک ترمز پرس هیدرولیک 100 تنی 2.5 متری با یک گیج پشتی 2 محوره معمولاً 15000 تا 40000 دلار بسته به برند و مبدا قیمت دارد. آنها برای اجرای قطعات ساده با حجم متوسط - فلنج های مستقیم، کانال ها و زوایای فولادی ملایم یا آلومینیومی که در آن یک یا دو خم در هر قسمت مورد نیاز است، مناسب هستند.
کنترل کامل CNC یک دستگاه خم کن را به یک سلول تولیدی قابل برنامه ریزی تبدیل می کند. یک ترمز فشاری CNC صدها برنامه قطعه را ذخیره می کند که هر کدام دنباله خمش، موقعیت گیج عقب، عمق حرکت پانچ، تصحیح تاج و پارامترهای مواد را مشخص می کند. اپراتورها برنامه ای را انتخاب می کنند، قطعه را بارگذاری می کنند و دستگاه کل توالی خمش را به طور خودکار اجرا می کند. زمان راه اندازی برای یک کار تکراری از 45 تا 90 دقیقه (در دستگاه تنظیم دستی) به کمتر از 5 دقیقه کاهش می یابد. برای کارخانهای که روزانه 20 تا 30 شماره قطعه مختلف را اجرا میکند، این کاهش در زمان غیرمولد سالانه بیشتر از حق بیمه سیستم CNC است.
ماشینهای خم کن فنر CNC مزایای مشابهی را ارائه میدهند: هنگامی که یک برنامه فنری نوشته و واجد شرایط میشود، هر دوره تولید بعدی از یک خط پایه خوب شروع میشود. تغییرات پارامتر - قطر سیم پیچ، طول آزاد، گام - فقط به ویرایش های نرم افزاری نیاز دارد تا تنظیمات مکانیکی. کنترلکنندههای پیشرو دستگاه فنر CNC از Wafios (آلمان) و Itaya (ژاپن) شامل بازخورد ابعادی بلادرنگ میشوند: یک سیستم اندازهگیری یکپارچه هر فنر را مطابق با مشخصات برنامهریزیشده بررسی میکند و قطعات خارج از تحمل را بهطور خودکار رد میکند. زمان صلاحیت مقاله اول 60 تا 80 درصد کاهش می یابد در مقایسه با دستگاه های سیم پیچ تنظیم دستی.
دستگاه خم کن فقط به اندازه ابزار کاری آن توانایی دارد. برای پرس ترمز، مجموعه پانچ و قالب حداقل شعاع خمش، زاویه خم قابل دستیابی و حداکثر ضخامت مواد را تعیین می کند. برای ماشینهای خم کن فنری، ابزارهای سیم پیچ، ابزارهای قیچی و ابزارهای برش، هندسههای فنری قابل تولید را مشخص میکنند. ابزارسازی یک هزینه تکراری است که باید در کل هزینه محاسبه مالکیت لحاظ شود.
ابزار پرس ترمز استاندارد به سبک اروپایی (سازگار با ترامپف/ویلا) به استاندارد جهانی تبدیل شده است، با ابزارسازی از یک تولید کننده، ماشین آلات اتصال ده ها دستگاه دیگر. پروفیل های پانچ از منگنه های زاویه حاد (30 درجه) برای فلنج های محکم تا منگنه های یقه غاز برای خم شدن جعبه عمیق تا منگنه های لبه دار برای چین های با شعاع صفر متغیر است. دهانه های V-die بر اساس ضخامت مواد انتخاب می شوند: قاعده کلی صنعت این است که V-opening = 6-10× ضخامت مواد برای خمش هوا. فولاد ابزار سخت شده در پیکربندی استاندارد 500000 تا 1000000 ضربه را قبل از نیاز به بازسازی می زند و قالب می زند. ابزار تخصصی - دنبال کننده های غلتکی برای خمش شعاع، پانچ های افست برای فلنج های باریک - تطبیق پذیری را اضافه می کند اما هزینه موجودی ابزار را افزایش می دهد.
ابزارسازی برای ماشین خم کن فنری بیشتر از ابزار پرس بریک مخصوص کاربرد است. نقاط سیم پیچی معمولاً کاربید تنگستن هستند تا در برابر سایش مداوم سیم با کشش بالا با سرعت بالا مقاومت کنند. یک نقطه سیم پیچ ممکن است قبل از تعویض 50 تا 200 میلیون چرخه دوام بیاورد، اما این میزان با وضعیت سطح سیم و روغن کاری به طور قابل توجهی متفاوت است. ابزارهای پیچ، لوله های راهنما و ابزارهای برش به طور مشابه در معرض سایش هستند و باید در فواصل زمانی منظم بررسی شوند. حفظ انباری از مواد مصرفی ابزار - به ویژه برای فنرهای تولیدی با حجم بالا - از توقف پرهزینه و برنامه ریزی نشده جلوگیری می کند. هزینه یک مجموعه ابزار کامل برای پروفیل فنر جدید در یک دستگاه خم کن فنر CNC بسته به پیچیدگی از 200 تا 2000 دلار متغیر است که در مقایسه با هزینه ابزار پرس بریک برای هندسههای غیرعادی قطعات، متوسط است.
هر عملیات ماشین فلزی خمشی با مشکلات کیفی مکرر مواجه می شود. شناسایی علت اصلی - ماشین، ابزار، مواد یا برنامه نویسی - پیش نیاز برای رفع مشکل است. در زیر متداولترین عیبهایی که در عملیات پرس ترمز و خمش فنری با علل و اصلاحات آنها مواجه میشویم، آورده شده است.
علامت: یک خم 90 درجه در مرکز 90 درجه است اما در انتها 92 درجه و یا برعکس. علت روی ترمز فشاری: انحراف قاب دستگاه (تعظیم) تحت بار، که باعث می شود مرکز تخت بیشتر از انتهای آن منحرف شود. تصحیح: سیستم تاج گذاری را فعال کنید. اگر دستگاه فاقد تاج گذاری است، از یک قالب تقسیم شده با بخش های ضخیم تر در مرکز استفاده کنید، یا طول خم را کاهش دهید تا در ظرفیت خمش مستقیم دستگاه قرار بگیرید. در ماشین خم کن فنری، تغییرات گام در طول فنر نشان دهنده وجود ابزار فرسوده گام یا صاف کردن سیم ناسازگار است.
علامت: قطعات خم شده به یک برنامه با زوایای کمی متفاوت - در یک دسته یا بین دسته ها بیرون می آیند. علت: تغییر ویژگی مواد بین سیم پیچ ها یا ورق ها. حتی مواد گواهی شده با همان درجه می تواند بین 5-10٪ در استحکام تسلیم بین حرارت های تولید متفاوت باشد. تصحیح: خم شدن پایین (سکه زنی) به جای خم شدن هوا، تغییر فنر برگشتی را به قیمت تناژ بالاتر حذف می کند - ماده از طریق ضخامت خود کاملاً به صورت پلاستیک تغییر شکل می دهد. برای خمش فنری، این به صورت پراکندگی طول آزاد ظاهر میشود و با سفت کردن مشخصات تامینکننده سیم (محدوده استحکام کششی)، بهبود صاف کردن سیم، و استفاده از اندازهگیری بازخورد حلقه بسته برای تنظیم پارامترهای شکلدهی در زمان واقعی اصلاح میشود.
علامت: سطح بیرونی خم، ترک های ریز یا شکستگی های قابل مشاهده ایجاد می کند. علل: شعاع خمش خیلی محکم برای مواد، خم شدن در خلاف جهت دانه بندی مواد (جهت غلتش)، یا استفاده از مواد سخت شده که شکل پذیری کافی ندارند. اصلاح: شعاع خمش داخلی را افزایش دهید (حداقل 1× ضخامت مواد برای اکثر فولادها در جهت عرضی، 2× در جهت طولی برای آلیاژهای سخت تر). برای ورق فلز، قسمت ها را طوری جهت دهید که خط خم عمود بر جهت نورد باشد. برای سیم فنری، ترکخوردگی نشاندهنده عیوب سطح سیم یا شعاع سیم پیچی کمتر از حداقل قطر و تمپر سیم است.
علامت: طول بدون فنر از اسمی شروع می شود و به تدریج در طول یک دوره تولید بدون تغییر برنامه افزایش یا کاهش می یابد. علت: انبساط حرارتی غلتکهای تغذیه دستگاه یا ابزارهای تشکیلدهنده در حین گرم شدن دستگاه از شروع سرد، یا سایش تدریجی نقطه سیمپیچ باعث تغییر شعاع سیم پیچ مؤثر میشود. تصحیح: قبل از اندازه گیری تولید، یک دوره گرم کردن 15 تا 20 دقیقه ای را در نظر بگیرید. نظارت و ثبت طول آزاد در نمودار کنترل فرآیند آماری در طول اجرا. ایجاد فواصل تغییر ابزار بر اساس رانش طول اندازه گیری شده به جای بازه های زمانی دلخواه.
درک اینکه کدام صنایع به شدت به ماشینهای فلزی خمش وابسته هستند، کمک میکند مقیاس این دسته تجهیزات و مخاطرات مربوط به انتخاب و نگهداری ماشینآلات را مشخص کند.
الف single passenger vehicle contains an estimated 100 تا 200 جزء فنری مجزا - فنر سوپاپ، فنر تعلیق، فنر صندلی، فنر برگشت ترمز، فنر کلاچ و ده ها گیره سیم و نگهدارنده. هر یک از اینها بر روی دستگاه خم کن فنری تولید می شود. ماشین های خم کن ورق فلزی تقویت کننده های بدنه، براکت ها، سپرهای حرارتی و اعضای سازه ای تولید می کنند. الزامات تحمل صنعت خودرو - همراه با حجم تولید که در میلیون ها واحد در سال اندازه گیری می شود - ماشین های خم کن CNC را با اندازه گیری در فرآیند و کنترل فرآیند آماری ضروری می کند.
الفerospace applications demand traceability and certification at every production step. CNC bending machines in aerospace facilities must maintain complete audit trails — recording which program was used, what the machine parameters were, and what the measured dimensions of each part were. Titanium, Inconel, and aluminum-lithium alloys present extreme bending challenges: titanium's springback is تقریبا دو برابر فولاد در ضخامت معادل، نیاز به جبران خمش پیچیده. ماشینهای خم کن فنری در هوافضا فنرهای ارابه فرود، فنرهای صندلی اجکتور و فنرهای برگشت کابل را به مشخصات بار دقیق تأیید شده توسط آزمایش بار اجباری تولید میکنند.
صنعت الکترونیک از ماشینهای خمش فنری برای تولید فنرهای تماسی برای اتصالات، کنتاکتهای باتری، فنرهای سوئیچ و نگهدارندههای شکل سیم در موادی از برنز فسفر و مس بریلیم گرفته تا فولاد ضد زنگ استفاده میکند. این قطعات اغلب بسیار کوچک هستند - قطر سیم 0.1 تا 0.5 میلی متر معمول است - و به نرخ تولید چند صد قطعه در دقیقه با تحمل ابعاد ± 0.02 میلی متر نیاز دارند. ماشین های خم کن ورق فلزی محفظه ها، شاسی و براکت های سینک حرارتی برای تجهیزات الکترونیکی آلومینیومی و فولادی تولید می کنند.
پرس ترمزها و ترمزهای پوشه ای بر ساخت و ساز و ساخت فلز HVAC غالب هستند، تولید کانال کشی، چشمک زن، پانل های فاسیا، براکت های ساختاری، زوایای لنگه، و محفظه های تجهیزات از فولاد گالوانیزه، آلومینیوم و ورق فولاد ضد زنگ. یک مغازه ورق فلزی که به تجارت تهویه مطبوع خدمات میدهد ممکن است 3 تا 8 ترمز فشاری با ظرفیتهای مختلف را برای رسیدگی به مواد گیج و اندازههای مختلف قطعات کار کند. بهرهوری در این مغازهها با متر خطی پروفیل خمیده در هر شیفت اندازهگیری میشود. 2000 تا 4000 متر خطی محصول خم شده در هر شیفت 8 ساعته بسته به پیچیدگی و متریال قطعه.
فنرهای پزشکی و فرمهای سیمی - سیمهای راهنمای کاتتر، فنرهای گیرههای جراحی، فنرهای تثبیت ایمپلنت و اجزای تجهیزات تشخیصی - بر روی ماشینهای خمش فنری دقیق مطابق با مشخصات زیستپزشکی تولید میشوند. مواد موجود در این بخش عبارتند از فولاد ضد زنگ 316L، نیتینول (آلیاژ حافظه دار شکل نیکل تیتانیوم) و تیتانیوم. شکل گیری سیم نیتینول در ماشین خمش فنری به ویژه چالش برانگیز است: رفتار فوق الاستیک این ماده به این معنی است که مدل های برگشت فنری استاندارد اعمال نمی شوند و مسیرهای ابزار باید به صورت تجربی برای هندسه هر قطعه ایجاد شوند.
منبع یابی یک ماشین خم کن فلزی - به ویژه یک ماشین خم کن فنری - به دقت بیشتری نسبت به خرید تجهیزات سرمایه ای نیاز دارد، زیرا قابلیت دستگاه بسیار کاربردی است و تفاوت عملکرد بین تامین کنندگان قابل توجه است. چک لیست زیر صرف نظر از اینکه در حال خرید نو، بازسازی شده یا دست دوم هستید اعمال می شود.
الف supplier who can run your actual sample parts on their demonstration machine and show you the first-article inspection results is infinitely more valuable than one who provides only specification sheets. Insist on a machine demonstration with your wire or sheet material before committing to a purchase. Ask for references from customers in your industry and contact them. Ask specifically about accuracy over time (not just out-of-box performance), spare parts availability, and technical support responsiveness when the machine goes down during production.
قیمت خرید یک ماشین فلزی خمشی معمولاً 40 تا 60 درصد کل هزینه مالکیت آن در طول عمر عملیاتی 10 ساله است. تعادل شامل ابزارآلات (5000 تا 50000 دلار در طول عمر دستگاه برای ترمز فشاری)، تعمیر و نگهداری و قطعات یدکی (بودجه 2 تا 4 درصد قیمت خرید سالانه)، مصرف انرژی (یک پرس ترمز هیدرولیک 80 تنی تقریباً 7.5 کیلو وات مصرف می کند؛ یک دستگاه سروو برقی معادل به طور متوسط 5-1 کیلو وات مصرف می کند). برای یک دستگاه خم کن فنری، هزینه ضایعات سیم را در حین نصب اضافه کنید - یک کار فنرسازی با برنامه ریزی ضعیف در یک دستگاه CNC می تواند 5 تا 15 کیلوگرم سیم قبل از به دست آوردن یک نمونه خوب مصرف کند، که 3 تا 8 دلار به ازای هر کیلوگرم سیم موسیقی نشان دهنده 15 تا 120 دلار کاهش مواد خام در هر راه اندازی است.
الف used press brake from a reputable manufacturer — AMADA, Trumpf, Bystronic, LVD — can deliver 80–90% of new machine capability at 30–50% of the purchase price, provided the machine has been properly maintained and the CNC controller and hydraulic system are in good condition. Key inspection points include ram parallelism (check with a precision level across the ram at multiple positions), back-gauge positioning accuracy (verify with a test program running 20 consecutive positioning cycles and measuring variation), and hydraulic oil condition and system pressure stability. For used spring bending machines, inspect coiling tool wear, feed roller condition, and verify the control system can communicate with current programming software — obsolete proprietary controllers can make a machine effectively unusable if the software is no longer supported.
پرس ترمز و ماشین های خم فنری از جمله ماشین آلات مستعد آسیب در ساخت فلز هستند. مخصوصاً پرس بریک سابقه طولانی در صدمات دست و انگشتان ناشی از مشت و قالب با بسته شدن سریع دارد. استانداردهای ایمنی مدرن به میزان قابل توجهی میزان جراحات را کاهش داده اند، اما رعایت آنها مستلزم درک سیستم های ایمنی خاص است.
ماشینهای خم کن فنری مشخصات آسیب متفاوتی را ارائه میدهند: خطر اصلی پرواز انتهای سیم در طول سیم پیچی است، بهویژه زمانی که قطع شدن سیم یا تغذیه اشتباه در سرعت تولید بالا اتفاق میافتد. انتهای سیم با سرعت 150 تا 200 متر در دقیقه می تواند باعث پارگی شدید شود. حفاظ محصور در اطراف ناحیه شکلدهی، PPE اجباری (عینک ایمنی و دستکشهای مقاوم در برابر برش)، و سیستمهای توقف خودکار که توسط سنسورهای قطع سیم فعال میشوند، حداقل الزامات ایمنی هستند. ماشینهای خم کن فنری هرگز نباید با برداشتن حفاظها، حتی در حین راهاندازی و تنظیم، کار کنند.

TK-13200، TK-7230 TK-13200, TK-7230 12AXES CNC فنری کویلینگ ...
مشاهده جزئیات
TK-13200، TK-7230 TK-13200, TK-7230 12AXES CNC فنری کویلینگ ...
مشاهده جزئیات
TK12120 دستگاه سیم پیچ فنری CNC TK-12120 12AXES ...
مشاهده جزئیات
TK-6160 دستگاه نورد فنری CNC TK-6160 ...
مشاهده جزئیات
TK-6120 دستگاه نورد فنری CNC TK-6120 ...
مشاهده جزئیات
TK-5200 دستگاه سیم پیچ فنری CNC TK-5200 5AXES ...
مشاهده جزئیات
TK-5160 دستگاه سیم پیچ فنری CNC TK-5160 5AXES ...
مشاهده جزئیات
TK-5120 دستگاه سیم پیچ فنری CNC TK-5120 5AXES ...
مشاهده جزئیاتکد QR موبایل

 زبان
زبان 

