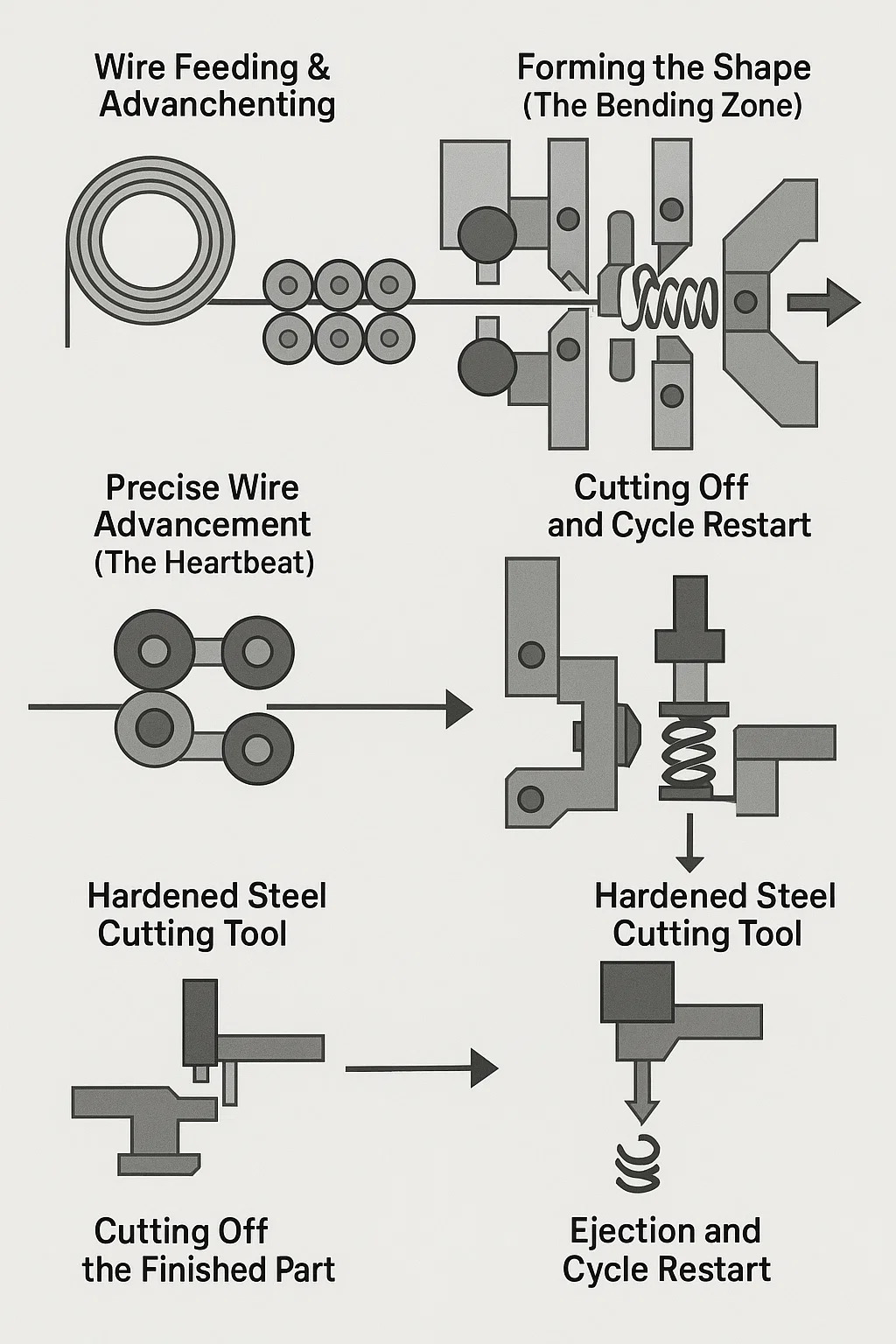
ماشین آلات فنری سیم فلزی سیم پیچ شده را از طریق یک توالی دقیق از اعمال مکانیکی به فنر یا شکل سیم تبدیل می کند. در اینجا نحوه عملکرد آنها آمده است:
سیم پیچ خورده بر روی یک قرقره برگشتی چرخان در پشت دستگاه نصب شده است.
سیم به مجموعه ای از غلتک های صاف کننده تغذیه می کند (معمولاً 5-10 غلتک فولادی سخت شده به طور متناوب چیده شده اند). همانطور که سیم از آن عبور می کند، این غلتک ها فشار کنترل شده ای را اعمال می کنند تا هر گونه منحنی یا پیچ خوردگی را از حافظه سیم پیچ حذف کنند و سیم کاملا مستقیمی را تولید می کنند که وارد ناحیه شکل دهی می شود.
سیم صاف شده از بین یک جفت غلتک تغذیه قدرتمند و پیچ خورده عبور می کند.
یک سروو موتور (در ماشین های CNC) یا یک مکانیزم بادامک (در ماشین های مکانیکی) این غلتک ها را به طور متناوب می چرخاند. هر چرخش یک طول دقیق محاسبه شده از سیم را به سمت ابزارهای شکل دهی می راند. این طول تغذیه دقیق ویژگی های حیاتی مانند طول کلی فنر و فاصله سیم پیچ را تعیین می کند.
همانطور که سیم پیشروی می کند، به سمت ناحیه شکل دهی حرکت می کند که در آن چندین ابزار شکل دهی (همچنین ابزار، انگشتان یا اسلایدها نامیده می شود) قرار دارند.
این ابزارها بر روی پایه های ابزار محکم در اطراف یک آربور مرکزی (ماندرل) یا پین شکل دهنده ای که قطر داخلی را مشخص می کند، نصب می شوند.
بادامک (مکانیکی) یا سروو (CNC): ترتیب حرکت را دیکته کنید:
ماشینهای مکانیکی: بادامکهای دوار به طور فیزیکی اهرمهای متصل به ابزار شکلدهی را از طریق اتصالات فشار داده یا میکشند. هر نمایه بادامک زمان و فاصله حرکت یک ابزار به داخل یا خارج را کنترل می کند.
ماشینهای CNC: سروو موتورهای مجزا مستقیماً هر ابزار شکلدهنده را به طور مستقل به حرکت در میآورند. یک برنامه کامپیوتری دقیقاً موقعیت، سرعت و زمان حرکت هر ابزار را کنترل می کند.
اقدامات خمشی: هنگامی که سیم به موقعیت صحیح تغذیه می شود:
یک ابزار ممکن است به طرفین برخورد کند تا خم یا آفست ایجاد کند.
ابزار دیگری ممکن است به شدت بچرخد تا سیم را به دور تاج بپیچد و یک سیم پیچ را تشکیل دهد.
ابزارها می توانند به صورت عمودی فشار دهند تا در انتهای آن حلقه ها یا قلاب ها ایجاد شود.
یک ابزار گام ممکن است همزمان با خوراک حرکت کند تا فاصله بین سیمپیچها را در حین پیچیده شدن کنترل کند.
ابزارهای متعدد به صورت متوالی سریع و هماهنگ عمل می کنند تا به تدریج سیم را به شکل پیچیده دلخواه خم کنند.
هنگامی که خم نهایی تشکیل شد، یک ابزار برش فولادی سخت شده (اغلب یک تیغه یا گیوتین) فعال می شود.
به سرعت و با قدرت در برابر سندان یا تیغه ثابت حرکت می کند و فنر یا قسمت سیم تشکیل شده را به طور تمیز از ذخایر تغذیه سیم باقی مانده جدا می کند.
زمان برش دقیقاً با پایان چرخه شکل دهی هماهنگ می شود.
پس از برش، قسمت شکلگرفته یا میتواند توسط نیروی گرانش در یک ناودان بیفتد یا به آرامی توسط یک ابزار جمعکننده از ناحیه شکلدهی بیرون رانده شود.
ابزارهای شکل دهی به طور همزمان به موقعیت "خانه" خود باز می گردند.
غلتک های تغذیه بلافاصله طول دقیق بعدی سیم را پیش می برند.
چرخه به طور مداوم با سرعت بالا (به طور بالقوه صدها قسمت در دقیقه) تکرار می شود.

TK-208A/TK-208B دستگاه سیم پیچ فنری CNC نوع TK-208A/TK-208......
جزئیات را ببینید
TK-312 TK-312 3 AXIS CNC فنری کویلینگ ...
جزئیات را ببینید
TK-316 TO-316 3 AXIS CNC فنری کویلینگ ...
جزئیات را ببینید
TK-320 TO-320 3 AXIS CNC فنری کویلینگ ...
جزئیات را ببینید
TK-335 TO-335 3 AXIS CNC فنری کویلینگ ...
جزئیات را ببینیدکد QR موبایل

 زبان
زبان  中文简体
中文简体
