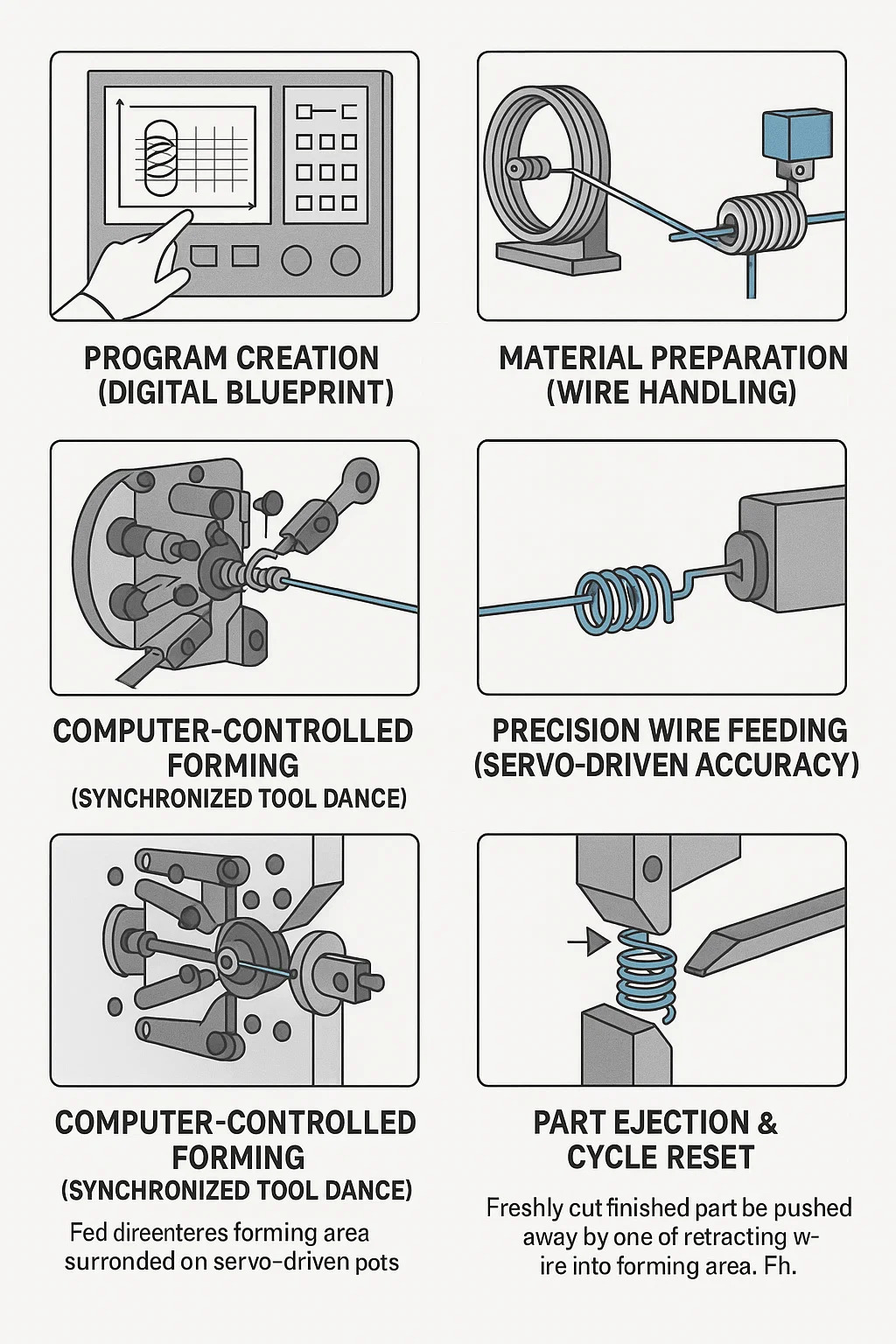
در اینجا نحوه یک دستگاه فنر CNC عمل می کند، به عملکردهای اساسی آن که به مراحل عملکردی اساسی آن تقسیم می شود:
•یک اپراتور از نرم افزار تخصصی روی کنترل پنل کامپیوتر دستگاه استفاده می کند.
مشخصات دقیق فنر یا فرم سیم مورد نظر درج می شود: قطر سیم، قطر بیرونی/داخلی، تعداد سیم پیچ ها، گام سیم پیچ (فاصله)، طول آزاد، تنظیمات انتهایی (قلاب ها، حلقه ها، خم ها، زاویه ها) و هر ویژگی خاص.
• نرم افزار این ورودی ها را به مجموعه ای دقیق از دستورالعمل های ماشین (مانند G-code) تبدیل می کند که هر حرکت و عملی را تعریف می کند.
• یک سیم پیچ از سیم فلزی (فولاد، ضد زنگ، برنج، و غیره) برنجی و غیره) بر روی یک قرقره پرداخت نصب شده است.
•سیم از طریق یک stra تغذیه می شود سیم از طریق یک واحد صاف کننده متشکل از غلتک های متعدد تغذیه می کند. این غلتکها فشار کنترلشدهای را اعمال میکنند تا هرگونه انحنا یا پیچ خوردگی را از سیم پیچدار حذف کنند و از ورود سیم کاملاً مستقیم به ناحیه شکلدهی اطمینان حاصل کنند.
برای کاهش اصطکاک و سایش ابزار ممکن است روی سیم روغنکاری اعمال شود.
• سیم صاف شده از بین یک جفت غلتک تغذیه قلاب شده عبور می کند.
• یک سروو موتور اختصاصی این غلتک ها را دقیقاً کنترل می کند.
•بر اساس برنامه، سروو موتور غلتک ها را با مقدار دقیقی می چرخاند و طول دقیق اندازه گیری شده سیم را به سمت جلو به ناحیه شکل دهی فشار می دهد. این تغذیه کنترل شده، ابعاد بحرانی مانند طول کلی فنر و فاصله سیم پیچ را تعیین می کند.
سیم تغذیه شده وارد ناحیه شکل دهی می شود که توسط چندین قالب متحرک احاطه شده است، احاطه شده توسط چندین ابزار شکل دهی متحرک (انگشت، اسلاید) نصب شده بر روی پست های سروو رانده و در نزدیکی مرکزی واقع در نزدیکی سنبه مرکزی (اربور) یا پین شکل دهنده قرار گرفته است.
• کنترل کننده کامپیوتر دستگاه دستورات را به سروو موتورهای مجزا می فرستد که هر محور ابزار شکل دهی را به طور مستقل و همزمان کنترل می کنند.
• این سرووها ابزارها را در مسیرهای پیچیده و هماهنگ حرکت می دهند:
•ابزارها به صورت شعاعی به سمت داخل/ خارج می لغزند تا سیم را خم کنند یا قطرها را مشخص کنند.
• ابزارها می چرخند تا سیم را به دور سنبه بپیچند و سیم پیچ ها را تشکیل دهند.
•Tools move axially to control the pitch (distance between coils) as the wire feeds.
•Tools press or bend to create end forms like hooks, eyes forms like hooks, eyes, or complex bends.
• چندین ابزار به ترتیب سریع عمل می کنند و به تدریج سیم را خم می کنند و مطابق با هندسه برنامه ریزی شده شکل می دهند. کامپیوتر زمان و موقعیت مناسب را برای هر حرکت ابزار نسبت به حرکت ابزار تغذیه سیم نسبت به موقعیت تغذیه سیم تضمین می کند.
•Once the final shape is fully formed, the program triggers a dedicated cut-off servo program triggers a dedicated cut-off servo axis.
• یک تیغه برش فولادی سخت شده (به سبک گیوتینی یا چرخان) به شدت در برابر سندان ثابت یا تیغه متقابل حرکت می کند.
•این عمل به طور تمیز فنر یا شکل سیم تمام شده را از استوک سیم عقب با زمان بندی دقیق جدا می کند.
•قسمت تمام شده تازه برش خورده قسمت تمام شده تازه بریده شده معمولاً از قسمت شکل دهی به بیرون رانده می شود که معمولاً توسط یک ابزار جمع کننده از ناحیه شکل دهی به بیرون رانده می شود یا به سادگی توسط گرانش از بین می رود.
•All forming tools simultaneously retract back to their programmed starting ("home") positions.
•The feed rollers immediately advance the next precise length of wire.
•کل چرخه (کل چرخه (مرحله 3-6) به طور مداوم با سرعت بالا تکرار می شود.

TK-208A/TK-208B دستگاه سیم پیچ فنری CNC نوع TK-208A/TK-208......
جزئیات را ببینید
TK-312 TK-312 3 AXIS CNC فنری کویلینگ ...
جزئیات را ببینید
TK-316 TO-316 3 AXIS CNC فنری کویلینگ ...
جزئیات را ببینید
TK-320 TO-320 3 AXIS CNC فنری کویلینگ ...
جزئیات را ببینید
TK-335 TO-335 3 AXIS CNC فنری کویلینگ ...
جزئیات را ببینیدکد QR موبایل

 زبان
زبان  中文简体
中文简体
